




想要知道防撞护栏木纹转印护栏真正让利给买家产品如何?看视频就知道!看视频,选产品更明智!
以下是:防撞护栏木纹转印护栏真正让利给买家的图文介绍


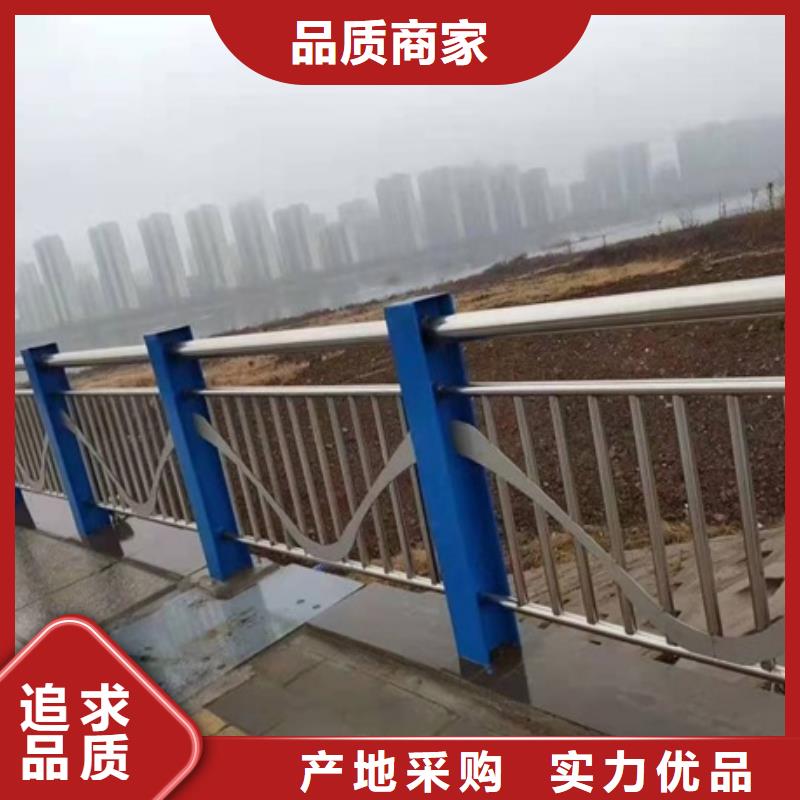
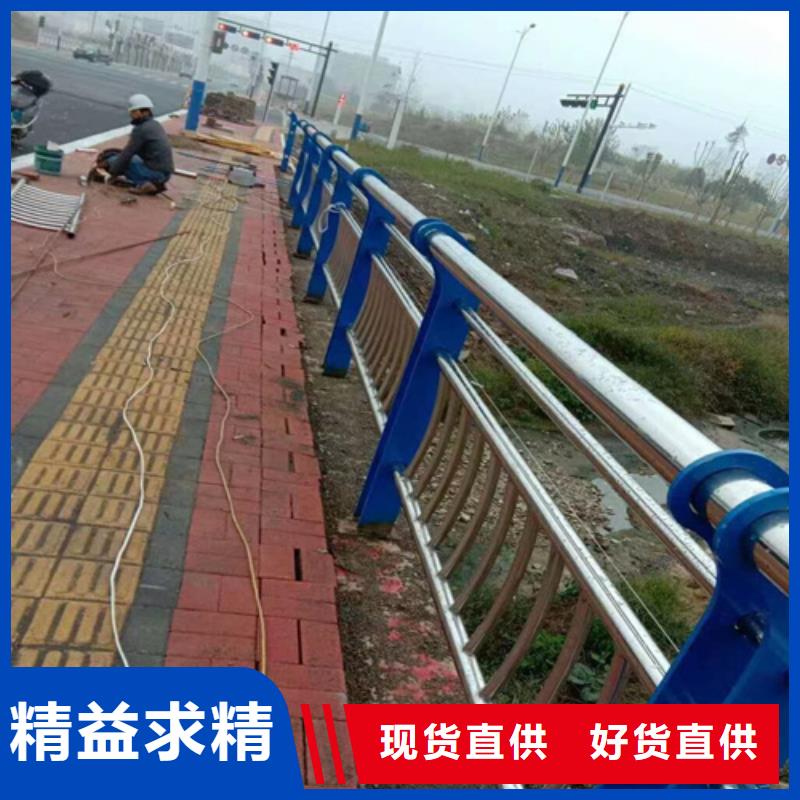
桥梁防撞护栏方式的挑选首要应依据公路等级,归纳考虑其性、协调性、需防护目标的特性及现场几何条件等要素确认防撞等级,然后再依据自身结构、经济性以及施工和维护修理等要素进行结构方式的挑选。其埋置方式有立柱直接埋入式、法兰盘衔接式和经过传力钢筋把桥梁护栏和桥面板浇注成一体三种方式,条件答应时,可采用抽换式护栏。划分桥梁护栏的类型方法很多,除按设置方位划格外,还可按结构特征、防撞功能等划分。按设置方位可分为桥侧护栏、桥梁中央分隔带护栏和人行、车道分界处护栏;按结构特征可分为梁柱式(金属制和混凝土)护栏、钢筋混凝土墙式扩栏和组合式护栏;按防撞功能可分为刚性护栏、半刚性护栏和柔性护栏。一般常见的护栏方式有混凝土护栏、波形梁护栏和缆索护栏。 金属制桥梁护栏的立柱和横梁是桥梁护栏的受力构件,需求具有良好的吸收车辆碰撞能量的特性,同时也要便于加工和安装,表5-1和表5-2是国内外常用的桥梁护栏横梁方式和立柱断面方式。



合金钢管热处理工艺中加热会产哪些缺陷在进行热处理时会产生缺陷,主要有过热现象, 过烧现象, 脱碳和氧化。1、什么是过热现象加热温度过高或在高温下保温时间过长,引起奥氏体晶粒粗化称为过热。热处理过程中加热过热易导致奥氏体晶粒的粗大,使零件的机械性能下降。2、什么是一般过热粗大的奥氏体晶粒会导致钢的强韧性降低,脆性转变温度升高,增加淬火时的变形开裂倾向。而导致过热的原因是炉温仪表失控或混料。过热组织可经退火、正火或多次高温回火后,在正常情况下重新奥氏化使晶粒细化。3、什么是过烧现象加热温度过高,不仅引起奥氏体晶粒粗大,而且晶界局部出现氧化或熔化,导致晶界弱化,称为过烧。钢过烧后性能严重恶化,淬火时形成龟裂。过烧组织无法恢复,只能报废。因此在工作中要避免过烧的发生。4、什么是脱碳和氧化钢在加热时,表层的碳与介质(或气氛)中的氧、氢、二氧化碳及水蒸气等发生反应,降低了表层碳浓度称为脱碳,脱碳钢淬火后表面硬度、疲劳强度及耐磨性降低,而且表面形成残余拉应力易形成表面网状裂纹。不锈钢防撞护栏加热时,钢表层的铁及合金与元素与介质(或气氛)中的氧、二氧化碳、水蒸气等发生反应生成氧化物膜的现象称为氧化。高温(一般570度以上)工件氧化后尺寸精度和表面光亮度恶化,具有氧化膜的淬透性差的钢件易出现淬火软点。



诚信与敬业为立足 山西不锈钢复合管栏杆、防撞护栏立柱、复合管防撞栏杆、桥梁防撞栏杆市场之根本,技术与质量为引导 山西不锈钢复合管栏杆、防撞护栏立柱、复合管防撞栏杆、桥梁防撞栏杆市场之前提,服务与指导为巩固 山西不锈钢复合管栏杆、防撞护栏立柱、复合管防撞栏杆、桥梁防撞栏杆市场之关键,宏达友源金属制品有限公司人以用户利益为己任,服务于社会。


不容易生锈不锈钢复合管护栏在实践运用的过程当中完整是不容易生锈的,而且他们将有着更好的经济效益,在实践运用的过程当中,可以更好的展示整个不锈钢复合管护栏的运用材质,以至短时间之内会由于腐蚀的状况,多?。 形式较多不锈钢复合管护栏在实践运用的过程当中,将有着各种不同的形式,他们的后续打磨同样也有着各种不同的环境,而且整个平安等级能否较高,这曾经成为了主要的加工形式,依据现场的逐个些规范来停止选购设置,在?。 不锈钢复合管护栏厂家不锈钢复合管护栏,从事PVC不锈钢复合管护栏,围墙不锈钢复合管护栏,阳台楼梯不锈钢复合管护栏的研讨,消费,销售及工程装置不锈钢复合管护栏青睐来电咨询!2019新款不锈钢复合管护栏花箱尽在不锈钢?。 不锈钢复合管护栏质量如何是从事路桥栏杆、路桥护栏、河道护栏、不锈钢复合管护栏、不锈钢复合管栏杆、不锈钢碳素钢复合管护栏、不锈钢碳素钢复合管栏杆、不锈钢桥梁护栏、桥梁河道防撞护栏、不锈钢复合管、不锈。 不锈钢复合管护栏厂家_提供道路不锈钢复合管护栏_质量有保障_价格更实惠不锈钢复合管护栏厂家,市政隔离不锈钢复合管护栏,生产制造,市政不锈钢复合管护栏批发,优质原材料,质量有保障,价格更实惠,交通不锈钢复合管护栏,专?。



焊前必须对管子内部、焊缝背面充99.99%的一段时间用气体氧含量测试仪从坡口间隙深入抽取气体测量管子内部氧含量,当氧含量低于50ppm时开始为了保证底层焊接质量,采用钨极靠弧焊进行自下向上对称焊接,焊接前将封;焊层焊遭打磨平整。 采用氢弧焊焊接,复层不锈钢纯边为1.5--2.0mm,焊瓷管喷口直径为10mm,钨丝直径为2-3mm,焊接电流为80-100A,流量为8-12/min,焊接电流为正极,焊后进行检查,不允许有夹渣、裂纹、气孔、未焊透、未熔合等缺陷存在,或X射线检查后,方可进行下道主序焊接。 过渡层的焊接过渡层是复合管熔敷合金成分为复杂的焊层,如果焊接参数选用不当,容易造成熔敷合金浓度梯度过大,从而影响接头的防腐蚀性能接。焊接时采用焊条选用A302,规格为2.5mm,选焊接电流为70-90A,焊接电流为直流正接。 过小的焊接电流易造成层间未熔合及熔敷含金梯度过大,过大的电流易将烧穿。填充和盖面层来用焊条电弧焊,来用多层多道焊方法,层间温度保持100℃以下。焊接从底部开始,分左、右由下向上焊接,盖面焊接要尽量咬边缺陷,如果产生,用砂轮磨掉进行修补。

