




别再错过任何细节!花费一分钟观看【cr12mov】模具热处理加工好产品价格低产品视频,让您的购买决策更加明智。
以下是:【cr12mov】模具热处理加工好产品价格低的图文介绍


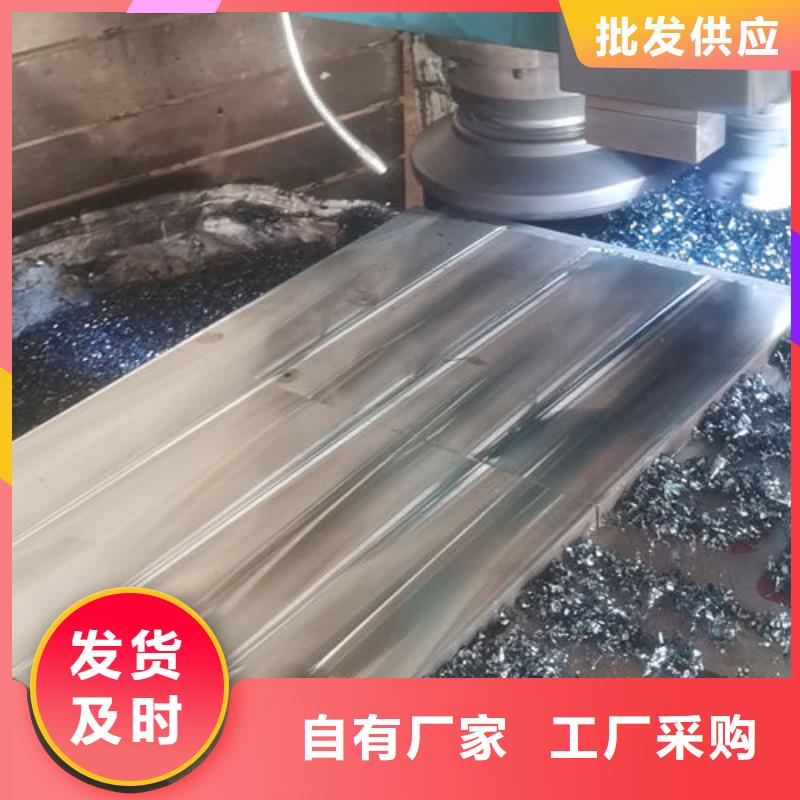
cr12mov线切割过程,开裂。请问是何原因?如何采取措施避免?Cr12MoV Cr12Mo1v1 热处理后,无论是磨削还是线切割,经常会开裂。有时 磨削结束 搁置 表面开裂。 我们一般热处理1010℃淬火,160-180回火 二次 一般硬度要求在HRC58-62之间 开裂原因:1低温回火.模具中残余淬火应力仍很大 2低温回火.残奥很多在磨削及电加工时残奥转变产生应力 解决方法 :1.1025-1050淬火500-520回火减少残余应力及残奥 2.深冷处理减少残奥再做一次180度低温回火 线切割开裂 一般都是由于线切割速度不当、冷却效果不好等造成…… 当然,不排除材料本身问题, 如 遇到夹杂导致开裂情况。 以上 这种情况估计是由于热处理应力造成,增加回火温度或回火时间,用高淬高回能够避免开裂。 高温淬火产生的应力太大了,你用160-180的温度回火,应力肯定是不干净的,要求便面硬度的话,就适当提高温度并且多做两次回火,如果不要求可以考虑把回火温度提高到350~450之间。



炬晟特钢重信用、守合同、保证 衡阳常宁模具热处理产品质量,以多品种经营特色和薄利多销的原则,赢得了广大客户的信任,在 衡阳常宁模具热处理消费者当中享有较高的地位,公司与多家零售商和代理商建立了长期稳定的合作关系。我们愿与各地商家精诚合作、共同发展!


一般冲压模具的材料为Cr12或cr12mov,热处理后硬度一般控制在HRC58-62。 这些模具的淬火要领,不仅仅满足硬度值的要求,另一重要的要求回火必须充分,使淬火应力彻底,更不能在金相观察中能够发现残余奥氏体。否则,模具的热处理就不到位。 作为模具,无形中要求模具在线切割部分型腔或是使用环节,仅仅因温度的细微变化而尺寸发生相应的细微热胀冷缩变化,而不能出现因残余应力的存在或残余奥氏体组织的进一步转变导致尺寸变化甚至开裂。我们单位线切割没有做应力处理的;我想楼主的看法,有点想多了,四楼说的比较详细的,也是有道理的,关键是模具热处理是否合理达到要求,设计是否良好,有关方面处理不好或者不是充分(回火时间),也是有开裂的现象;不过呢线切割工艺要是不能很好的处理(切割速度和冷却方面)也是有应力存在的。也会出现应力变化和开裂的。



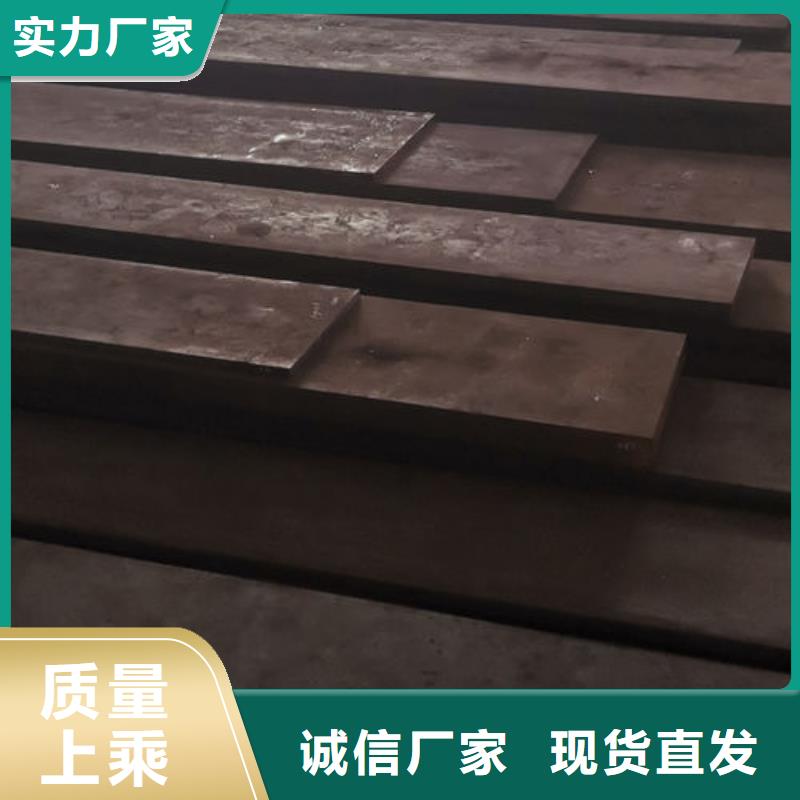
保证钢的组织稳定性 (1)降低表面脱碳的措施 1)为了降低合金模具钢表面脱碳和氧化,在热加工过程中,钢坯加热多利用加热高温段米用強化加加热和控制炉内气氛的措施,也可在高温段采用电感应快速加加热工サ、这样可基本上避免钢坯在加热过程中的氧化和脱碳现象。 2)在钢材的热处理方面,为了避免氧化和脱碳,广泛采用连续式可控气氛退火炉,用吸热式可控气氛控制碳势。对于小型轧材和线材的热处理,常采用大型真空热处理炉进行具空退火。由于真空热处理的钢材质量好,损失小和易于控制等,使这类装备 得到迅速发展。 (2)改善高碳低合金模具 cr12mov为了和改善莱氏体钢网状共晶碳化物,粗大碳化物的带状组织,必须在钢的热加工过程中采用很大的变形率才能获得分布比较均匀的碳化物。在变形时,当钢的横截面变形至1/15~1/12时(相当于变形率达到90%),网状碳化物才能消失,即使在如此大的变形量的情况下,仍保留着粗大的共易碳化物,只有变形截面至1/40~1/30时(变形为98%左右),碳化物才能趋于均匀。

