


想了解我们的C276法兰-哈氏合金C276管精工细作品质优良产品吗?我们为您准备了细致入微的视频介绍,让您在短时间内了解产品的精髓。
以下是:C276法兰-哈氏合金C276管精工细作品质优良的图文介绍

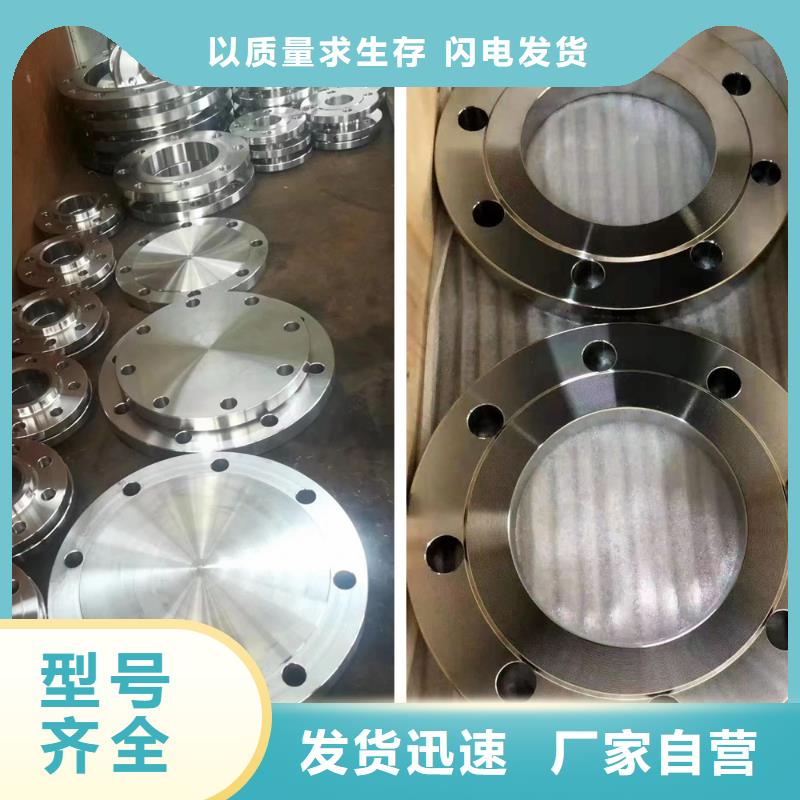
C276法兰锻造工艺过程一般由以下工序组成,即选取优质钢坯下料、青海黄南当地加热、青海黄南当地成形、青海黄南当地锻后冷却。锻造的工艺方法有自由锻、青海黄南当地模锻和胎膜锻。生产时,按锻件质量的大小,生产批量的多少选择不同的锻造方法。自由锻生产率低,加工余量大,但工具简单,通用性大,故被广泛用于锻造形状较简单的单件、青海黄南当地小批生产的锻件。自由锻设备有空气锤、青海黄南当地蒸汽-空气锤和水压机等,分别适合小、青海黄南当地中和大型锻件的生产。模锻生产率高,操作简单,容易实现机械化和自动化。模锻件尺寸精度高,机械加工余量小,锻件的纤维组织分布更为合理,可进一步提高零件的使用寿命。自由锻的基本工序:自由锻造时,锻件的形状是通过一些基本变形工序将坯料逐步锻成的。自由锻造的基本工序有镦粗、青海黄南当地拔长、青海黄南当地冲孔、青海黄南当地弯曲和切断等。1. 镦粗 镦粗是对原坯料沿轴向锻打,使其高度减低、青海黄南当地横截面增大的操作过程。这种工序常用于锻造齿轮坯和其他圆盘形类锻件。镦粗分为全部镦粗和局部锻粗两种。2. 拔长 拔长是使坯料的长度增加,截面减小的锻造工序,通常用来生产轴类件毛坯,如车床主轴、青海黄南当地连杆等。3. 冲孔 用冲子在坯料上冲出通孔或不通孔的锻造工序。4. 弯曲 使坯料弯曲成一定角度或形状的锻造工序。5. 扭转 使坯料的一部分相对另一部分旋转一定角度的锻造工序。6. 切割 分割坯料或切除料头的锻造工序。


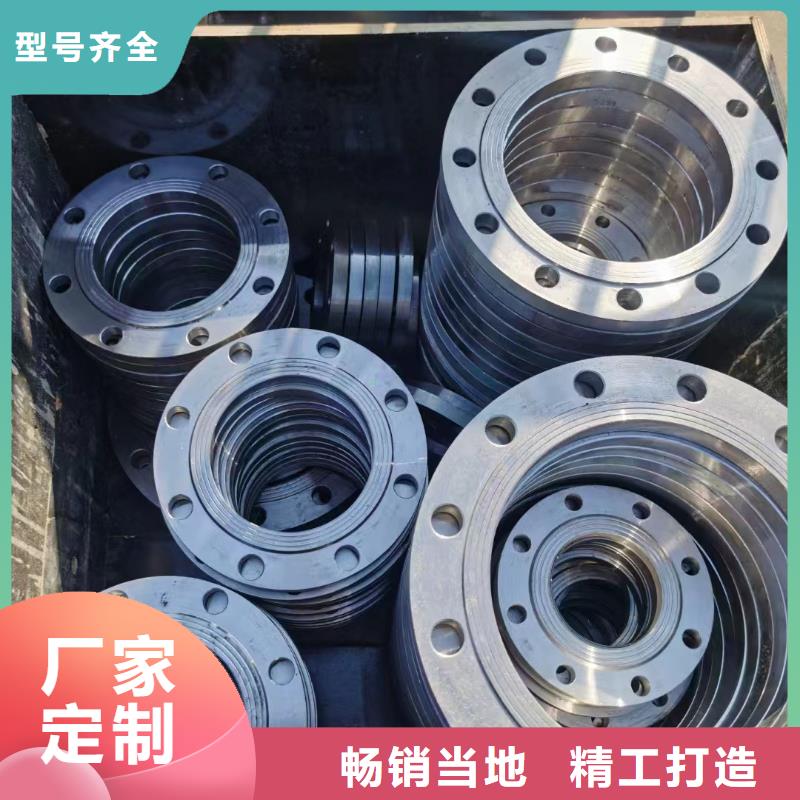
C276法兰(flange)连接就是把两个管道、青海黄南本地管件或器材,先各自固定在一个法兰盘上,两个法兰盘之间,加上法兰垫,用螺栓紧固在一起,完成了连接。有的管件和器材已经自带法兰盘,也是属于法兰连接。法兰连接是管道施工的重要连接方式。 法兰连接使用方便,能够承受较大的压力。 在工业管道中,在家庭内,管道直径小,而且是低压,看不见法兰连接。如果在一个锅炉房或者生产现场,到处都是法兰连接的管道和器材。 [1]按照连接方式法兰连接种类可分为:板式平焊法兰、青海黄南本地带颈平焊法兰、青海黄南本地带颈对焊法兰、青海黄南本地承插焊法兰、青海黄南本地螺纹法兰、青海黄南本地法兰盖、青海黄南本地带颈对焊环松套法兰、青海黄南本地平焊环松套法兰、青海黄南本地环槽面法兰及法兰盖、青海黄南本地大直径平板法兰、青海黄南本地大直径高颈法兰、青海黄南本地八字盲板、青海黄南本地对焊环松套法兰等 [3] 。



上乘的 青海黄南C276翻边产品质量,可靠的售后服务,赢得了广大客户的一致好评。响誉全国, 青海黄南C276翻边客户遍布全国各地的各个行业,无论是服务质量、技术水平、时间保证等深得企业及个人用户的广泛信赖。泰州沃盛特材有限公司是一家朝气蓬勃的年青企业,本着务实、创新、学习的精神,愿与国内外同行竭诚合作,共谋发展!


C276法兰板式平焊法兰(化工标准HG20592、青海黄南当地 标准GB/T9119、青海黄南当地机械JB/T81):取材方便,制造简单,成本低,使用广泛;但刚性较差,因此不得用于有供需、青海黄南当地易燃、青海黄南当地易爆和较高真空度要求的化工工艺配管系统和高度、青海黄南当地极度危害的场合。密封面型式有平面和突面。带颈平焊法兰属于国标法兰标准体系。是国标法兰(又称GB法兰)的其中一种表现形式,是设备或管道上常用的法兰之一。带颈平焊法兰颈部高度较低,对法兰的刚度、青海黄南当地承载能力有所提高。与对焊法兰相比,焊接工作量大,焊条耗量高,经不起高温高压及反复弯曲和温度波动,但现场安装较方便,可省略焊缝拍揉伤的工序。带颈平焊法兰全称带颈平焊钢制管法兰英文名称:Slip-on 简称SO带颈平焊法兰同板式平焊法兰一样也是将钢管、青海黄南当地管件等伸入法兰内通过角焊缝与设备或管道连接的法兰。


