




想要更直观地了解螺旋管-镀锌无缝管敢与同行比服务产品吗??产品视频,带你走进产品世界
以下是:螺旋管-镀锌无缝管敢与同行比服务的图文介绍

解析四川资阳螺旋钢管呈现沙眼的几个缘由:
1、四川资阳螺旋管在焊接过程中供给焊枪的电流过小,电容时刻过短,在电容还未完全焊接透彻的时候带钢外表已硬化,所以里边有了未被焊透的沙粒或者气泡。
2、四川资阳螺旋管焊接带钢的时候,没有及时清理带钢两边的锈迹或者氧化皮。
3、四川资阳螺旋管操作车间气温过低或者过于湿润,然后影响到焊接点的温度和干燥度。
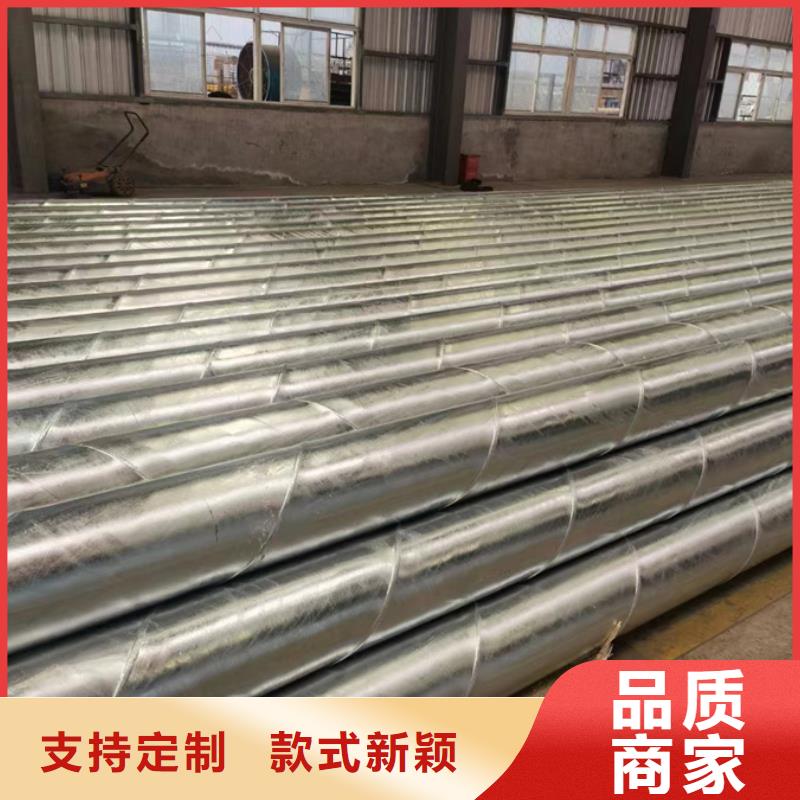
四川资阳螺旋管就是带钢或是卷板经过开平,铣边,成型,焊接,切割,坡口,水压试验,力学性能试验,X光检测而制成的一种焊接钢管。由于焊缝呈现螺旋状因此被称为螺旋钢管,也叫螺旋焊管,双面埋弧焊接钢管。天津同鑫泰钢管有限公司主营:螺旋钢管、直缝钢管、无缝钢管、大口径螺旋钢管、厚壁螺旋钢管、国标螺旋钢管、部标螺旋钢管?、Q235B螺旋钢管、防腐螺旋钢管、保温螺旋钢管、环氧煤沥青防腐螺旋钢管、3PE防腐螺旋钢管、TPEP防腐螺旋钢管、涂塑防腐钢管、钢套钢保温螺旋钢管、聚乙烯保温钢管、预制直埋保温钢管及防腐加工等。


四川资阳螺旋管的制作工艺都有哪些:
四川资阳螺旋管原材料即带钢卷,焊丝,焊剂。在投入前都要经过严格的理化检验。带钢头尾对接,采用单丝或双丝埋弧焊接,在卷成钢管后采用自动埋弧焊补焊。成型前,带钢经过矫平、剪边、刨边,表面清理输送和予弯边处理。采用电接点压力表控制输送机两边压下油缸的压力,确保了带钢的平稳输送。采用外控或内控辊式成型。采用焊缝间隙控制装置,来保证焊缝间隙满足焊接要求,管径,错边量和焊缝间隙都得到严格的控制。内焊和外焊均采用美国林肯电焊机,进行单丝或双丝埋弧焊接,从而获得稳定的焊接质量。
四川资阳螺旋管焊完的焊缝均经过,在线连续超声波自动伤仪检查,保证了100%的螺旋焊缝的无损检测覆盖率。若有缺陷,自动报警并喷涂标记,生产工人依此随时调整工艺参数,及时缺陷。采用空气等离子切割机将钢管切成单根。切成单根钢管后,每批钢管都要进行严格的首检制度,检查焊缝的力学性能,化学成份,溶合状况,钢管表面质量以及经过无损探伤检验,确保制管工艺合格后,才能正式投入生产。焊缝上有连续声波探伤标记的部位,经过手动超声波和X射线复查,如确有缺陷,经过修补后,再次经过无损检验,直到确认缺陷已经。



5.四川资阳螺旋管热裂纹
在螺旋钢管埋弧焊接中,焊道内可产生热裂纹.为这种裂纹,通常在起弧和熄弧处装有垫板,并在板卷对焊接结束时,可将螺旋钢管逆转而将焊进叠焊.热裂纹在焊缝应力很大的时候,或者焊缝金属内的si很高的时候容易产生.
6.四川资阳螺旋管硫裂
硫裂也就是硫引起的裂纹,焊接硫偏析带很强的板材时硫偏析带中的硫化物进入焊缝金属而产生的裂纹.其原因是在硫偏析带中含有低熔点的硫化铁和钢中存在氢气.
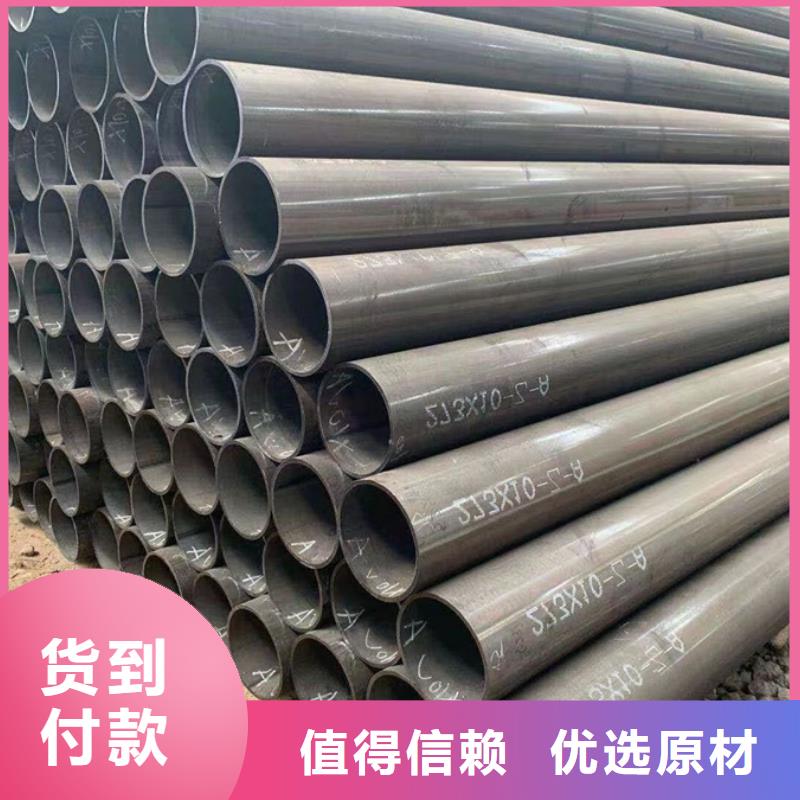
螺旋管厂介绍DN250螺旋管外径为273mm,常见壁厚主要有6mm、7mm和8mm三种。
四川资阳273螺旋管实际壁厚主要有两种
执行标准为9711的壁厚下差范围在0.5mm---0.6mm左右。
执行标准为5037的壁厚偏差范围在1.0mm---1.2mm左右。



坚持以质量求生存,以效益求发展,以服务求信誉的经营方针,始终将用户的需求作为自己的奋斗目标。公司以市场为中心实施科技发展战略,不断研制开发新 四川资阳大口径热镀锌方管产品,扩展经营领域,推动企业的发展,力争为客户提供满意的 四川资阳大口径热镀锌方管产品和优质的服务。


操作平台一般由相应的设备、加热炉、土建等专业设计,配管专业应向这些专业提供所需要的平台资料。操作平台的委托资料应包括平台的大小、平台荷载、梯子形式等内容。一般情况下,四川资阳螺旋管设计可分为基础设计和详细设计两个阶段。螺旋管基础设计(BasicDesign)阶段:在工艺包基础上进行的工程前期设计。
详细设计(DetailDesign)阶段:为施工而进行的设计,国内常称为施工图设计。在国内,还有初步设计阶段,螺旋管是在工艺包基础上,为报政府部门或上级单位批准的工程前期设计。初步设计的设计内容深度,需要按照相关行业的专门规定,初步设计只是一个总体的规划,主要目的是报政府部门或上级单位审批。
四川资阳螺旋管在输送燃气,运输方面发挥了很大的作用。
随着国内外多项重大管道工程的规划及建设,大变形管线钢、高强度级别热煨弯管和厚规格低温管件等高附加值产品,显现出良好的市场竞争能力和较大的市场需求,四川资阳螺旋管而国内企业在开发该系列产品方面进度比较缓慢。为了尽快开发出适用于工业应用的高附加值大变形管线钢、热煨弯管用钢、管道站场用低温管件用钢,X100直缝埋弧焊管、螺旋缝埋弧焊管和热煨弯管,螺旋钢管。


