


为了给您提供更的【不锈钢板】35crmo精密钢管发货迅速产品信息,我们上传了的产品视频。请花几分钟时间观看,您会发现更多惊喜。
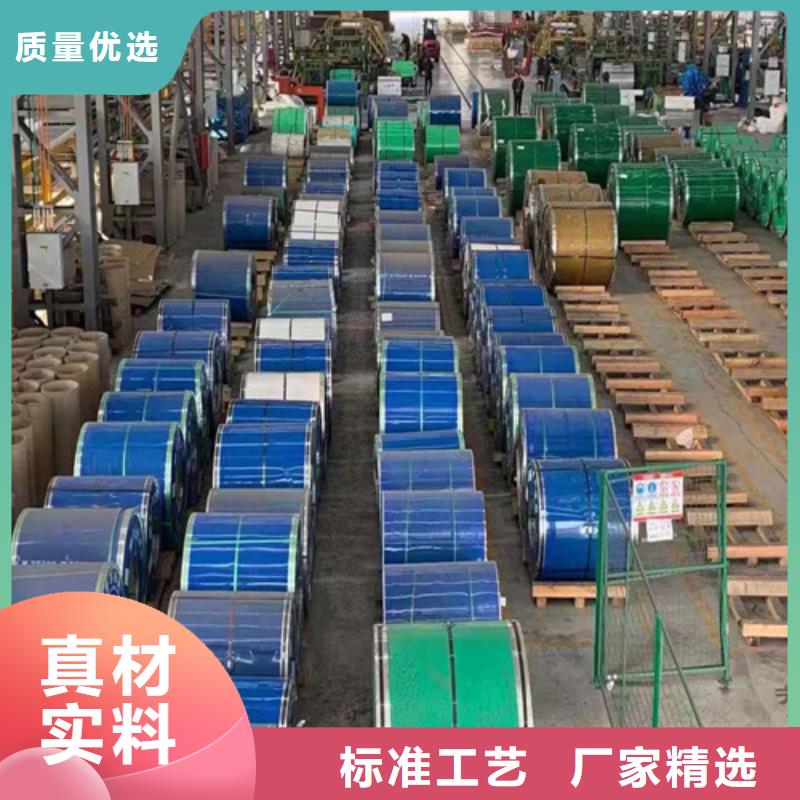
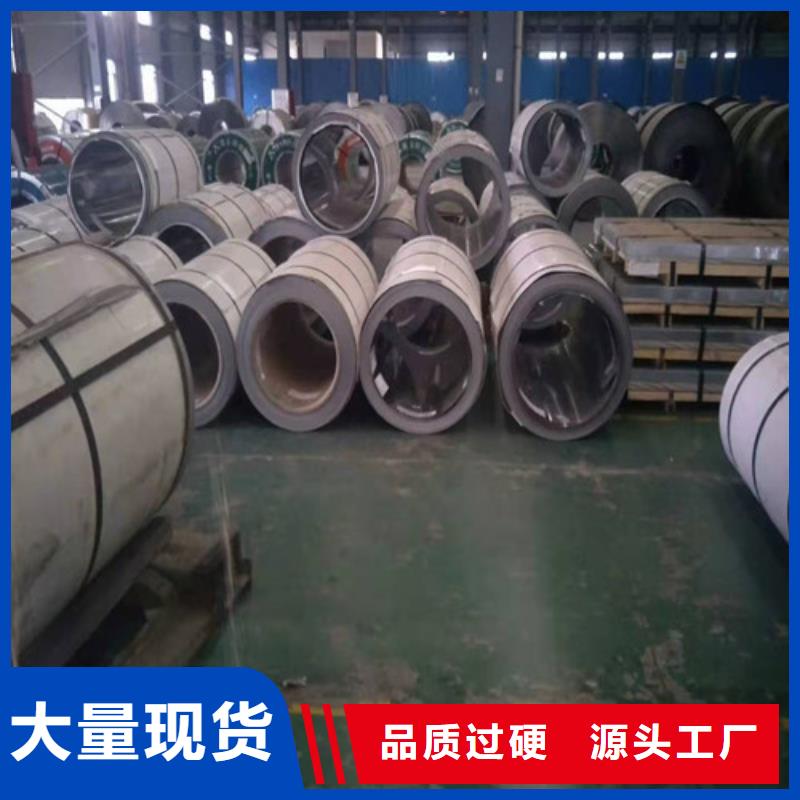
以下是:【不锈钢板】35crmo精密钢管发货迅速的图文介绍
鑫邦源特钢有限公司全体员工将开拓进取,争创,保质保量的完成每一个 浙江舟山5310高压无缝管产品,我们竭诚为广大客户朋友提供的浙江舟山 浙江舟山5310高压无缝管技术和服务,热切希望同各界朋友建立良好的合作关系,同心协力,共创美好未来!



如果在焊接或修磨过程中不锈钢在空气中被加热到一定的高温,焊缝两侧、焊缝的下表面和底部都会出现铬氧化物热回火色。 热回火色比氧化保护膜薄,而且明显可见。颜色决定于厚度,可呈见彩虹色、蓝色、紫色到淡黄色和棕色。较厚的氧化物一般为黑色。它是由于在高温或长时间在较高度下停留所致。当出现任何一种这类氧化层时,金属表面的铬含量都会降低,造成这些区域的耐腐蚀性降低。在这种情况下,不仅要热回火色和其它氧化层,还应对它们下面的贫铬金属层进行清理。 制作前或制作过程中有时会看到不锈钢产品或设备上生锈,这说明表面受到严重污染。设备投入使用前必须把锈掉,彻底清理过的表面应通过铁试验和/或水试验进行检验。



焊接飞溅与焊接工艺有很大关系。例如:GTAM(气体保护钨极电弧焊)或TIG(惰性气体保护钨极焊)没有飞溅。但是,采用GMAW(气体保护金属电弧焊)和FCAW(带焊剂芯的电弧焊)两种焊接工艺时如果焊接参数使用不当会造成大量飞溅。出现这种情况时,必须调整参数。如果要解决焊接飞溅的问题,焊接前应在接头的每一边涂上防溅剂,这样可以飞溅物的附着力。焊完后可以很容易地将这种防溅剂及各种飞溅物清理掉,可不损伤表面或带来轻微损伤。 利用焊剂进行焊接的工艺有手工焊,带焊剂芯电弧焊和埋弧焊,这些焊接工艺都会在表面留下细小的焊剂颗粒,普通的清理方法无法将它们掉。这此颗粒将是缝隙腐蚀的腐蚀源,必须采用机械清理方法去除这些残留焊剂。


不锈钢制品的抛光工艺可以分为打磨和出光两部分,上道转入抛光工序的工件进行目测检验,如焊缝是否有漏焊,焊穿,焊点深浅不均匀,偏离接缝太远,局部凹陷,对接不齐,是否有较深划痕,碰伤,严重变形等在本工序无法补救的缺陷,如果有上述缺陷应返回上道工序修整.如果无上述缺陷,进入本抛光工序。粗磨,用600号的砂带在三面上往返磨削工件,本工序要达到的目标是去掉工件焊接留下的焊点,以及在上步工序出现的碰伤,达到焊口圆角初步成型,水平面和垂直面基本无大划痕,无碰伤。半精磨,用800号的砂带按照前面往返磨削工件的方法中磨工件的三面,主要是对前面工序出现的接缝进行修正以及对粗磨后产生的印痕进行进一步的细磨,对前面工序留下的印痕要反复磨削,达到工件表面无划痕,基本变亮。精磨,用1000号的砂带主要是对前步工序出现的细小纹线的修正磨削,磨削方法与上同.本工序要达到的目标是磨削部分与工件未磨削部分的接缝基本消失,工件表面进一步光亮,通过本工序磨削后的工件要基本接近镜面效果。 2507是一种铁素体—奥氏体(双相)不锈钢,它综合了许多铁素体钢和奥氏体钢超有益的性能, 由于该钢铬和钼的含量都很高,因此具有极好的抗点腐蚀,缝隙腐蚀和均匀腐蚀的能力.双向显微组织保证了该钢具有很高的抗应力腐蚀破裂的能力,而且机械强度也很高。2507不锈钢应用于石油和天然气工业;海上石破天油平台(热交换器管,水处理和供水系统,消防系统,喷水系统,稳水系统; 石油化工设备; 脱盐(淡化)设备(和设备中的高压管,海水管);既需要高强度同时又需要高耐腐蚀性的机械和结构部件;燃(废)气净化设备.主要成份:25Cr-7Ni- 4Mo-0.27N。



