

一分钟的时间,对于了解我们的螺旋管槽钢品质保障价格合理产品来说足够了。请观看这部精心制作的产品视频,让产品的独特之处和卓越性能一览无余。
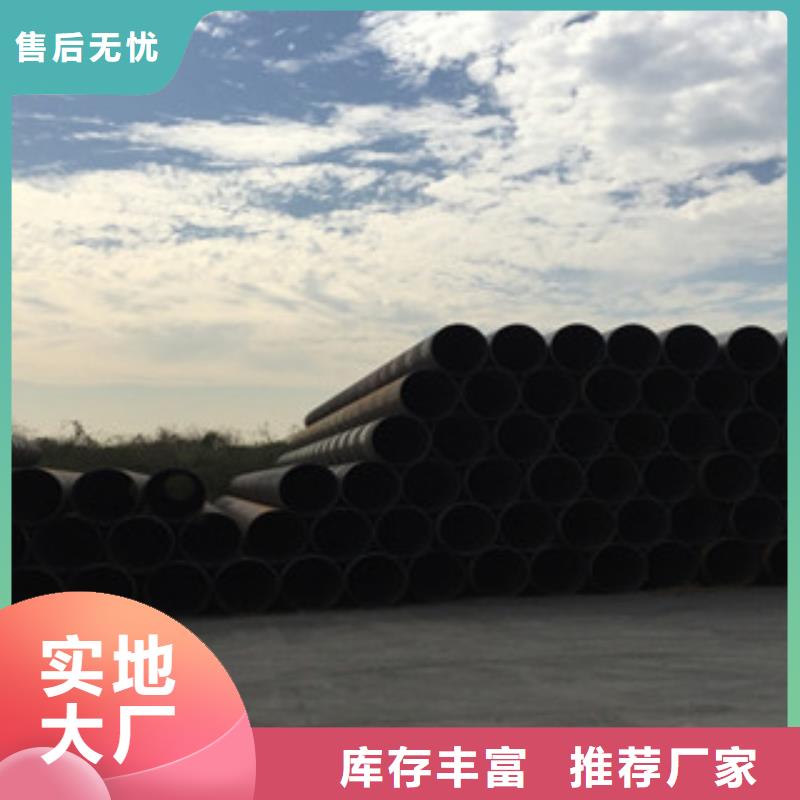
以下是:螺旋管槽钢品质保障价格合理的图文介绍
执行标准编辑
承压流体输送用螺旋缝埋弧焊钢管SY5036-83主要用于输送石油、天然气的管线;承压流体输送用螺旋缝高频焊钢管SY5038-83,用高频搭接焊法焊接的,用于承压流体输送的螺旋缝高频焊钢管。钢管承压能力强,塑性好,便于焊接和加工成型;一般低压流体输送用螺旋缝埋弧焊钢管SY5037-83,采用双面自动埋弧焊或单面焊法制成的用于水、煤气、空气和蒸汽等一般低压流体输送用埋弧焊钢管。
螺旋钢管的常用标准一般分为:SY/T5037-2000(部标、也叫 普通流体输送管道用螺旋缝埋弧焊钢管)、GB/T9711.1-1997(国标、也叫石油天然气工业输送钢管交货技术条件 部分:A级钢管(要求严格的有GB/T9711.2 B级钢管))、API-5L(美国石油协会、也叫管线钢管;其中分为PSL1和PSL2两个级别)、SY/T5040-92(桩用螺旋缝埋弧焊钢管)
承压流体输送用螺旋缝埋弧焊钢管SY5036-83主要用于输送石油、天然气的管线;承压流体输送用螺旋缝高频焊钢管SY5038-83,用高频搭接焊法焊接的,用于承压流体输送的螺旋缝高频焊钢管。钢管承压能力强,塑性好,便于焊接和加工成型;一般低压流体输送用螺旋缝埋弧焊钢管SY5037-83,采用双面自动埋弧焊或单面焊法制成的用于水、煤气、空气和蒸汽等一般低压流体输送用埋弧焊钢管。
螺旋钢管的常用标准一般分为:SY/T5037-2000(部标、也叫 普通流体输送管道用螺旋缝埋弧焊钢管)、GB/T9711.1-1997(国标、也叫石油天然气工业输送钢管交货技术条件 部分:A级钢管(要求严格的有GB/T9711.2 B级钢管))、API-5L(美国石油协会、也叫管线钢管;其中分为PSL1和PSL2两个级别)、SY/T5040-92(桩用螺旋缝埋弧焊钢管)



螺旋钢管原料的生产要求
随着社会不断发展的过程中,其中我们所生产的螺旋钢管被大家所广泛的进行应用,其一般被大家所用于石油、天然气的输送管线等工作中,那么为能够更好的保证螺旋钢管的使用效果,那么螺旋钢管厂家所生产的螺旋钢管其质量方面要求也更加严苛,那么今天在这里我们就具体来了解下螺旋钢管原料的生产要求。
在生产过程中其螺旋钢管对于钢带的具体要求则是可以或许有用的前进钢管的可焊性;从而所降低钢中的硫的含量对提高钢管的韧注和止裂性有益,在所降低碳的含量时。还可降低硫化物夹杂的调集,前进钢的抗裂性能,同时,在降低硫的含量同时还可提高钢带的详情品质。磷对于钢带的韧性和可焊性都是无害的与钢中其他罕见的元素比拟,磷猛烈地前进夏比攻击转变温度克对淬硬性也有强烈的影响,降低磷的含量可直接前进可焊性,因些热轧钢带中磷含量越低越好,并且可以适当的增加钛、钒、铌的含量。热轧钢带化学成份的控制首要是要降低碳硫磷的含量。
随着社会不断发展的过程中,其中我们所生产的螺旋钢管被大家所广泛的进行应用,其一般被大家所用于石油、天然气的输送管线等工作中,那么为能够更好的保证螺旋钢管的使用效果,那么螺旋钢管厂家所生产的螺旋钢管其质量方面要求也更加严苛,那么今天在这里我们就具体来了解下螺旋钢管原料的生产要求。
在生产过程中其螺旋钢管对于钢带的具体要求则是可以或许有用的前进钢管的可焊性;从而所降低钢中的硫的含量对提高钢管的韧注和止裂性有益,在所降低碳的含量时。还可降低硫化物夹杂的调集,前进钢的抗裂性能,同时,在降低硫的含量同时还可提高钢带的详情品质。磷对于钢带的韧性和可焊性都是无害的与钢中其他罕见的元素比拟,磷猛烈地前进夏比攻击转变温度克对淬硬性也有强烈的影响,降低磷的含量可直接前进可焊性,因些热轧钢带中磷含量越低越好,并且可以适当的增加钛、钒、铌的含量。热轧钢带化学成份的控制首要是要降低碳硫磷的含量。



南恩物资有限公司专营 浙江舟山螺旋管,我们深信凭着丰富的经验及诚信为本,乐意帮助,真诚为每个客户提供从售前到售后的一条龙服务.现存大量的 浙江舟山螺旋管,规模宏大,一直以品质卓越、诚信经营而深受广大新老客户的好评. 为保证产品的质量,我们聘请专业技术人员,对每一台机器进行严格的检测,为提高服务的质量,我们的技术人员可为您提供专业的技术指导,完善的维护服务。展望未来,我们满怀信心与广大新老客户真诚合作,为的开发建设贡献力量。 品质保证 质量放心 力求为每位用户提供、优质、的服务


为此,吸尘罩的设计原则是:除尘器吸入的风量要大于等离子切割所产生的烟尘和管道内部空气的总量,应该是在螺旋钢管内部形成一定量的负压腔,而且尽量不让外界的空气大量进入螺旋钢管,才能有效地将烟尘吸进除尘器。在螺旋钢管切割点以后的位置将烟尘堵住,吸入口处尽量避免冷空气进入螺旋钢管内部,在螺旋钢管内部空间形成一个负压
将烟尘挡板安装在螺旋钢管内部随行小车上并置于等离子枪切割点大约500mm处,在螺旋钢管切断后停留一下,达到将烟尘全部吸收。注意烟尘挡板需准确定位在切断后的位置。此外为使支撑烟尘挡板的随行小车与螺旋钢管转动相互吻合,必须让随行小车的走轮角度与内辊角度保持一致。
对于直径大约800mm的大口径螺旋焊管等离子切割,可以采用该方法;对于直径小于800mm,管径小烟尘不能从出管方向冒出,不必安装内部挡板。但在成型器烟尘吸入口处,必须有遮挡冷空气进入的外部挡板。
将烟尘挡板安装在螺旋钢管内部随行小车上并置于等离子枪切割点大约500mm处,在螺旋钢管切断后停留一下,达到将烟尘全部吸收。注意烟尘挡板需准确定位在切断后的位置。此外为使支撑烟尘挡板的随行小车与螺旋钢管转动相互吻合,必须让随行小车的走轮角度与内辊角度保持一致。
对于直径大约800mm的大口径螺旋焊管等离子切割,可以采用该方法;对于直径小于800mm,管径小烟尘不能从出管方向冒出,不必安装内部挡板。但在成型器烟尘吸入口处,必须有遮挡冷空气进入的外部挡板。


