


深入了解球墨铸铁管承插式球墨铸铁给水管厂家新品产品,一部视频就够了,快来观看!
以下是:球墨铸铁管承插式球墨铸铁给水管厂家新品的图文介绍
公司将一如继往地坚持“艰苦创业、科学求实、锐意改革、团结进取”的办厂方针。面对国际市场的激烈竞争和挑战,君杰钢管有限公司激流勇进,不断进行技术改造, 河南郑州K8球墨铸铁管产品推陈出新,向高质量、高科技、科学管理、完善的服务迈进。


模型涂覆及烘干
⑵黑区部分
负压系统 震实台 砂箱 砂处理系统
消失模铸造技术的工艺装备投资可大可小,我方可根据用户产品提供设计图纸或派人协助,利用用户原有条件,节省投资。 球墨铸铁管管件形成热裂纹的理论原因和实际原因很多,但根本原因是铸件的凝固方式和凝固时期铸件的热应力和收缩应力。
液体金属浇入到铸型后,热量散失主要是通过型壁,所以,凝固总是从铸件表面开始。当凝固后期出现大量的枝晶并搭接成完整的骨架时,固态收缩开始产生。但此时枝晶之间还存在一层尚未凝固舶液体金属薄膜(液膜,如果铸件收缩不受任何阻碍,那么枝晶骨架可以自由收缩,不受力的作用。当枝晶骨架的收缩受到砂型或砂芯等的阻碍时,不能自由收缩就会产生拉应力。当拉应力超过其材料强度极限时,枝晶之间就会产生开裂。如果枝晶骨架被拉开的速度很慢,而且被拉开部分周围有足够的金属液及时流入拉裂处并补充,那么铸件不会产生热裂纹。相反,如果开裂处得不到金属液的补充,铸件就会出现热裂纹。



另外,这种型号的接口用螺栓在外侧紧固,避免了承插口柔性接口凸缘易碰坏靠墙脚的螺栓难以固定的缺陷,具有操作简便等优点, 因此在建筑排水管材及管件的选用中,具有较强的竞争力。此外,由于W型管直管长度为m,大大减少了中间接头数量并可按照需要截取 任意长度,从而大量节省管材,降低消耗及成本。在谈到球墨铸铁管的工艺过程质量如何控制这个问题之前,我们先来了解一下,关于球墨铸铁管的生产工艺。如今的球墨铸铁管工艺已经相当成熟,它的工艺基本如下:
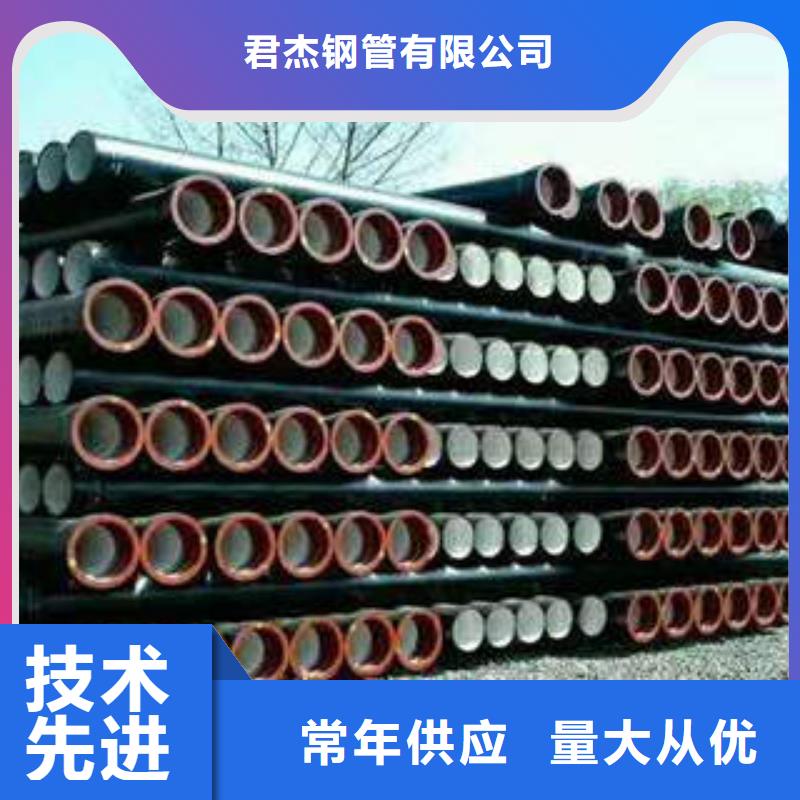
一- ≤DN000,多采用水冷金属型离心工艺生产,少数使用热膜离心工艺进行生产;
水、输气等。铸铁管厂家
虽然大多数生产商工艺相同,如采取水冷金属型离心工艺生产,但成品的球墨铸铁管质量水平还是参差不齐,主要问题在于技术力量和经验差异,贯穿整个工艺过程中的质量控制严紧与疏松,以及生产管理的高低。
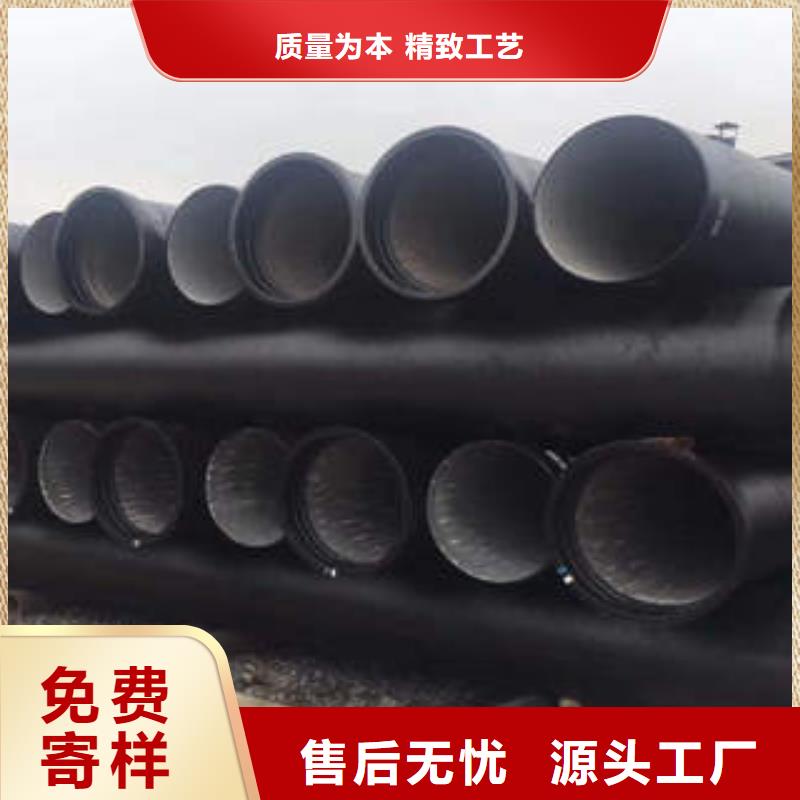
球墨铸铁管在生产中就进行了内外防腐处理,给用户安装带来了方便,但也增加了用户检查内在质量的难度。
那么,如果我们想要在球墨铸铁管的工艺过程中控制质量的话,除需要参观考察供应商之外,更应该注重管道内在质量的检查:
一- ≤DN000,多采用水冷金属型离心工艺生产,少数使用热膜离心工艺进行生产;
水、输气等。铸铁管厂家
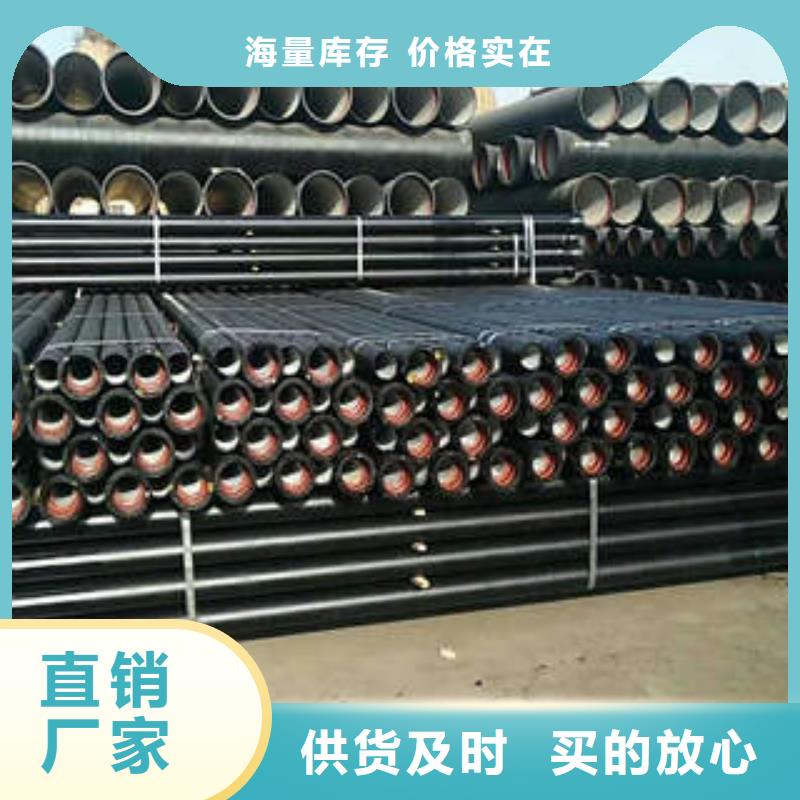
虽然大多数生产商工艺相同,如采取水冷金属型离心工艺生产,但成品的球墨铸铁管质量水平还是参差不齐,主要问题在于技术力量和经验差异,贯穿整个工艺过程中的质量控制严紧与疏松,以及生产管理的高低。
球墨铸铁管在生产中就进行了内外防腐处理,给用户安装带来了方便,但也增加了用户检查内在质量的难度。
那么,如果我们想要在球墨铸铁管的工艺过程中控制质量的话,除需要参观考察供应商之外,更应该注重管道内在质量的检查:



清理胶圈上胶圈:将胶圈上的粘着物清擦干净,把胶圈弯为“梅花形”或“”字形装入承口槽内,并用手沿整个胶圈按压一遍,或用橡皮锤砸实,确保胶圈各个部分不翘不扭,均匀地卡在槽内。 在插口外表面和胶圈上涂刷润滑剂:将润滑剂均匀地涂刷在承口安装好的胶圈内表面在插口外表面涂刷润滑剂时要将插口线以外的插口部位全部刷匀。 下管:应按下管的要求将管子下到槽底,通常采用人工下管法或机械下管法。 安装机具设备:将准备好的机具设备安装到位,安装时注意不要将已清理的管子部位再次污染。 顶推管子使之插入承口:在安装时,为了将插口插入承口内较为省力顺利。球墨铸铁管气密性检测首先将插口放入承口内且插口压到承口内的胶圈上,接好钢丝绳和倒链,拉紧倒链;与此同时,让人可在管承口端用力左右摇晃管子,直到插口插入承口全部到位,承口与插口之间应留mm左右的间隙,并保证承口四周外沿至胶圈的距离一致。


