




我们的直缝管,【直缝钢管】生产型视频现已上线,解锁产品新视界,视频带你一探究竟!
以下是:直缝管,【直缝钢管】生产型的图文介绍

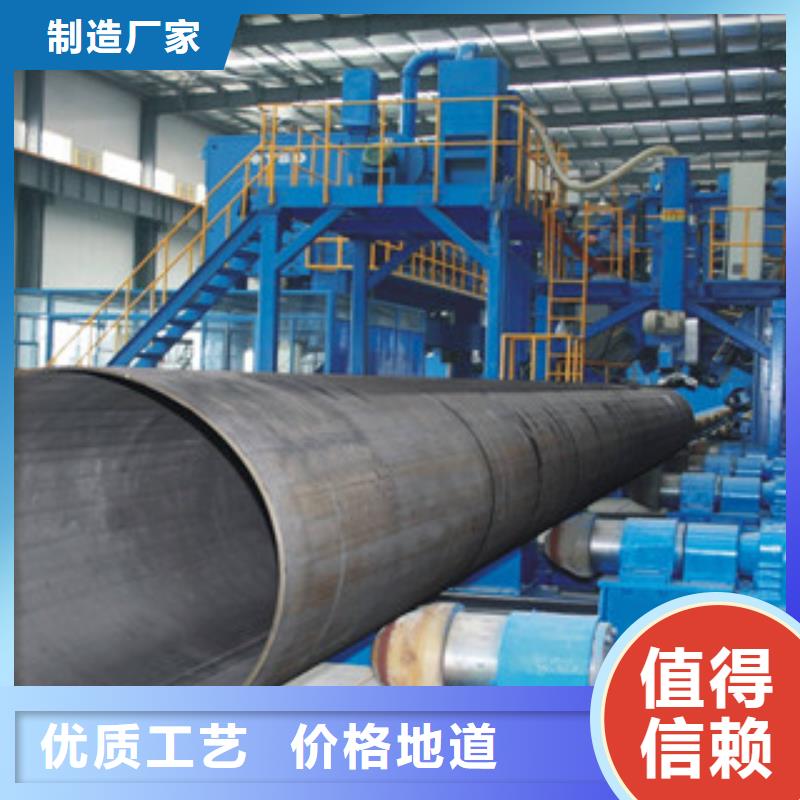
埋弧焊直缝钢管机械扩径的作用? 1、可有效提高钢管尺寸精度:目前,直缝埋弧焊管成型方式主要有UO,RB,JCO,C和Hu-Metal,采用这5种成型方式生产的钢管,不同程度地存在几何尺寸精度不高的问题。由于直缝埋弧焊缝是在管体的一侧进行内、外焊,因而钢管在热应力的作用下要发生弯曲变形,而焊缝部分纵向收缩量也较大,使钢管的直线度受到严重影响;另外,这5种成型方式生产的钢管,椭圆度均较大,尤其是JCO和C成型钢管。因此,必须通过扩径、整圆等工艺提高钢管的几何精度。2、减少或在制管、试验过程中引起的包辛格效应:由于钢管在成型和试验过程中会产生包辛格效应,使屈服强度下降,而钢管在扩径时冷作硬化,扩径后可提高钢管的屈服强度,这样就减少了为达到钢管的强度要求而提高板材等级所造成的浪费。3、钢管成型和焊接的残余应力:冷扩径可以成型和焊接时造成的残余应力,改善钢管内应力的分布状态,从而避免因所输送石油或天然气中的H2S在钢管应力集中区域产生氢脆甚至裂纹的情况。


螺旋缝焊管一般是以热轧钢带卷作管坯,经螺旋成型,再采用高频电阻焊法或埋弧焊接成型。该工艺能用较窄的坯料生产较大管径的焊管,还可以用同样宽度的坯料生产不同管径的焊管。焊缝长度比直缝焊管焊缝长增加30%~100%。焊管的缺陷主要体现在焊缝上,焊缝长就意味着可靠性差,并且成型与焊接同时进行,焊缝缺陷几率明显偏高,焊缝质量不易保证。螺旋缝焊管生产线普遍不具有扩径工序,无法降低成型和焊接残余应力,致使焊管内部具有较大的残余应力,其残余应力为拉应力(可达200~300 MPa)。而焊管受内压后,管壁亦产生环向拉应力,二者叠加,使焊管承压能力减弱。并且残余拉应力,特别是焊缝位置残余拉应力的存在也大大降低了焊管抗应力腐蚀的能力,在酸性油气输送管线中必须严格限制残余拉应力。螺旋缝焊管在曲面上进行焊接,焊缝形状欠佳,内焊缝的马鞍形和外焊缝的脊背形难以克服,应力集中难以避免。螺旋缝焊管焊缝热影响区大,且硬度高,韧性和抗应力腐蚀能力下降。



直缝焊管又叫直缝钢管,由钢管的焊接处成一条直线而得名。凡是钢带生产在高频焊接设备中直接焊接的管子都叫直缝焊管,由于用途不同,所以生产工序也不同,大多为架子管,电线套管,流体管,护栏支架等。直缝焊管性能特点:母材的 超声检测, 保证了管体 的内在质量 ;没有拆卷--圆盘剪的工序, 母材压 坑、 划伤少; 应力后的成品管基本上不存在残余应力; 焊缝短, 产生缺陷的概率小; 可以有条件的输送潮湿的酸性天然 气;扩径后, 钢管的几何尺寸精度高;焊接是在成型完成后, 在水平位置沿 直线进行的, 因此, 错边、 开缝、 管径周长控制 较好, 焊接质量优良。


本公司是一家专营 广东肇庆L290N无缝钢管的专业的 广东肇庆L290N无缝钢管生产厂家,公司秉承顾客至上,务实的企业精神与经营理念,赢得多个地区客户的信赖和认同,希望各位新老顾客,多多关照,钢兴钢管 有限公司会继续为各位顾客服务!


