




想要探索焊管无缝钢管快速物流发货的奥秘吗?不妨点击这个产品视频,它将带您走进一个精彩绝伦的世界,让您对产品的每一个细节都了如指掌。
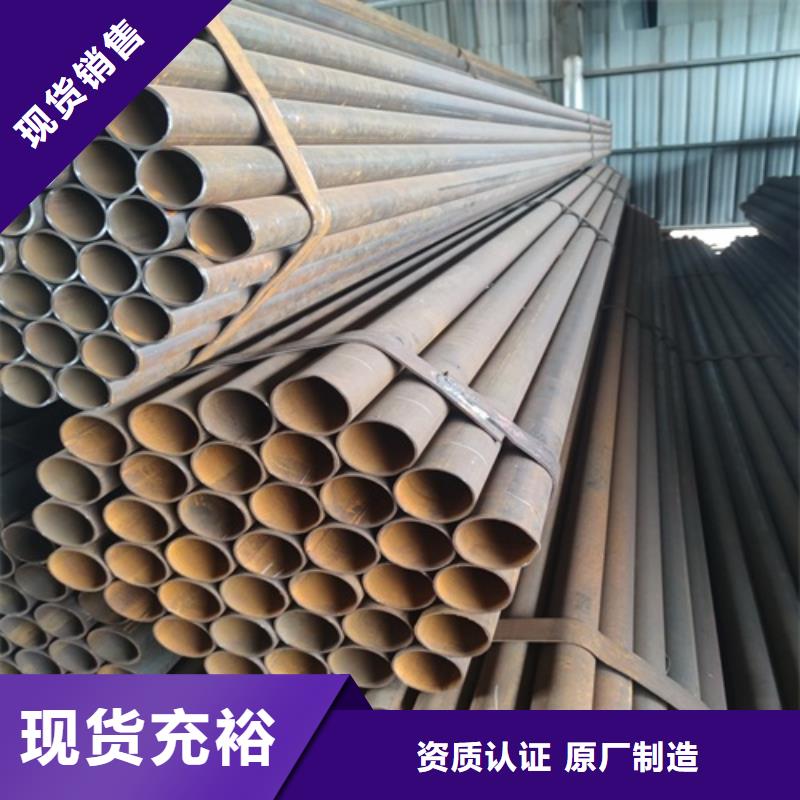
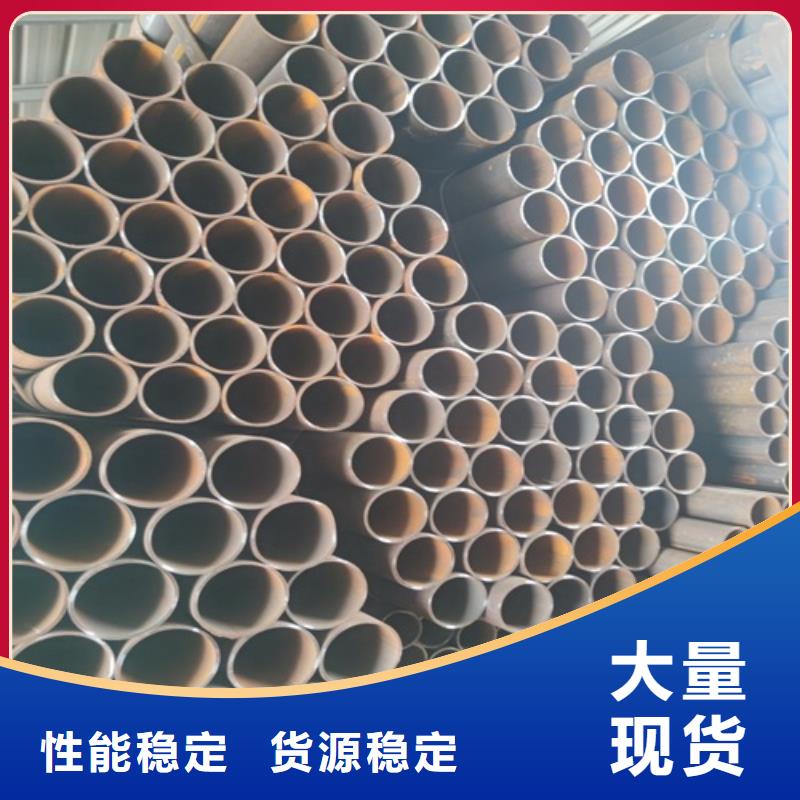
以下是:焊管无缝钢管快速物流发货的图文介绍
鹏鑫钢铁有限公司(岳阳分公司)主要销售 无缝钢管等,我公司凭借优良的管理、开发优势,借助超前的开发理念、先进的发展思想以及成功的运作模式,公司的规模也不断地发展壮大.公司不断进取,加快加强项目开发运作,进一步完善开发机制,强势打造公司的品牌效应。
公司采用现代化的管理理念,坚持以质量求生存,以诚信求发展,逐步登上全球化的竞争平台。我们还要坚持“服务客户,造福员工,协同发展,奉献社会”的经营理念,不断丰富“科技为先,品质为本,追求卓越,诚信未来”的企业文化内涵,积j i参与市场竞争,靠诚信广交朋友,靠服务增进感情,真诚为客户创造价值,为广大客户提供优质可靠的产品和全心全意的服务。
欢迎国内外客户来函来电来人洽谈业务!愿与广大客户和同行朋友真诚合作,共创辉煌事业!


焊管生产加工分冷拉和热扎,原材料分为一般管,合金管。按照适用范围分为结构用无缝钢管;运送用无缝钢管;热处理炉用无缝钢管;热处理炉用髙压无缝钢管;有机肥料设备用髙压无缝钢管;地质环境砖探用无缝管;石油砖探用无缝钢管;石油裂化用无缝管;船舶用无缝钢管;冷拔热扎细致无缝钢管;各式各样合金管。 焊管分类--热扎焊管,热扎焊管,冷拔焊管,挤压焊管,顶管工程。 焊管的退火工艺:把成都市焊管热处理到金相组织,升温溫度为840℃,保温隔热時间为2-3小时,再随炉冷到500℃,再发布空冷。热处理的时间段都必须保温隔热2到2.5小时,提议是能冷到450度左右。



焊管的分类:一般焊管、直缝焊管、螺旋焊管 一般焊管 用Q195A、Q215A、Q235A钢制造。也可采用易于焊接的其它软钢制造。钢管要进行水压、弯曲、压扁等实验,对表面质量有一定要求,通常交货长度为4-10m,常要求定尺(或倍尺)交货。焊管的规格用公称口径表示(毫米或英寸)公称口径与实际不同,焊管按规定壁厚有普通钢管和加厚钢管两种,钢管按管端形式又分带螺纹和不带螺纹两种,一般焊管用来输送低压流体。 直缝焊管 生产简单,生产效率高,成本低,发展较快。 规格:Φ21.3-457.2*1.8-14 螺旋焊管 强度一般比直缝焊管高,能用较窄的坯料生产管径较大的焊管,螺旋缝焊接钢管分为自动埋弧焊接钢管和高频焊接钢管两种。 A.螺旋缝自动埋弧焊接钢管按输送介质的压力高低分为甲类管和乙类管两类。甲类管一般用普通碳素钢Q235、Q235F及普通低合金结构钢16Mn焊制,乙类管采用Q235、Q235F、Q195等钢材焊制,用作低压力的流体输送管材 B.螺旋缝高频焊接钢管 螺旋缝高频焊接钢管,尚没统一的产品标准,一般采用普通碳素钢Q235、Q235F等钢材制造。 规格:Φ219-2320*6-22 标准: GB/T3091-1993(低压流体输送用镀锌焊接钢管)其代表材质Q235A级钢。 GB/T3092-1993(低压流体输送用镀锌焊接钢管)其代表材质为:Q235A级钢。 GB/T14291-1992(矿用流体输送焊接钢管)其代表材质Q235A级钢。 GB/T12770-1991(机械结构用不锈钢焊接钢管)其代表材质0Cr13、1Cr17、00Cr19Ni11、1Cr18Ni9、0Cr18Ni11Nb等。 GB/T12771-1991(流体输送用不锈钢焊接钢管)代表材质为0Cr13、0Cr19Ni9、00Cr19Ni11、00Cr17、0Cr18Ni11Nb、0017Cr17Ni14Mo2等



焊管优点 1 、焊管自重轻、强度高,运输安装方便。采用纤维缠绕生严的夹砂玻璃钢管道,其比重在 1.65-2.0 ,只有钢的 1 / 4 ,但焊管的环向拉伸强度为 180 - 300MPa ,轴向拉伸强度为 60 - 15OMPa ,近似合金钢。它的承插连接方式,安装快捷简便,同时降低了吊装费用,提高了安装速度。 2 、防污抗蛀。不饱和聚酯树脂的表面洁净光滑,不会被海洋或污水中的甲贝、菌类等微生物站污蛀附,以致增大糙率;减少过水断面,增加维护费用。焊管有效保证水质,保持水阻的稳定。而传统管材还存在日后水阻增大和表面结垢的现象。 3 、耐热性、抗冻性好。在一 30 ℃状态下,仍具有良好的韧性和极高的强度,可在一 50 ℃- 80 ℃的范围内长期使用,采用特殊配方的树脂还可在 11O ℃以上的温,及工作。 4 、焊管的耐腐蚀性好,对水质无影响。


焊管预焊常见的三个问题 焊管在预焊过程中,可能会在其的背面出现焊瘤或者是烧穿的问题。这时候如果将背面焊瘤进行清理的话,则需要花费较多的时间,这样一来就会影响到正常正常工作的效率。而如果不的话,则可能会影响到焊管内焊焊接成型以及内焊焊缝的跟踪。 如果情况比较严重,导致焊管的背面被烧穿,那么这时候就应当进行填补。之所以会出现这样的问题,主要的原因有:1、合缝过松,或者是液压系统压力过低;2、成型不佳,圆度偏差大;3、设定的预焊工艺参数不合理。一般来说,所选择的焊接电流和电压应当配以适合的焊接速度。 如果所设定的焊接速度不合理,就可能会出现这些问题。因此,在整个焊接过程中,都需要合理控制焊接速度。第二个问题就是焊管出现了气孔。总的来说,预焊焊缝有气孔就意味着其的焊接出现了缺陷。出现气孔主要包括三个原因,个就是所使用的保护气体质量不佳,比如其中含有水分,或者是压力流量不够等。 另外一个原因就是焊管的坡口上面存在有污迹,或者是生锈等引起的气孔,还可能是焊枪出现部分堵塞,从而使得保护气体形成的气罩不均,从而导致产生气孔。 一个问题就是焊管的成型质量较差。通常情况下,焊缝的成型质量是和线能量密切相关。所以,在焊接电流和电弧电压保持一致的情况下,焊接速度越大,那么越可能会造成焊缝成型差。



