






2、镀锌钢管的通常交货长度为4000mm-12000mm,以6000mm和12000mm居多。方矩管允许交付不小于2000mm的短尺和非定尺产品,也可以接口管形式交货,但需方在使用时应将接口管切除。短尺和非定尺产品的重量不超过总交货量的5%,对于理论重量大于20kg/m的方矩管应不超过总交货量的10%。
3、镀锌钢管的弯曲度每米不得大于2mm,总弯曲度不得大于总长度的0.2%。1、方矩管生产工艺分类
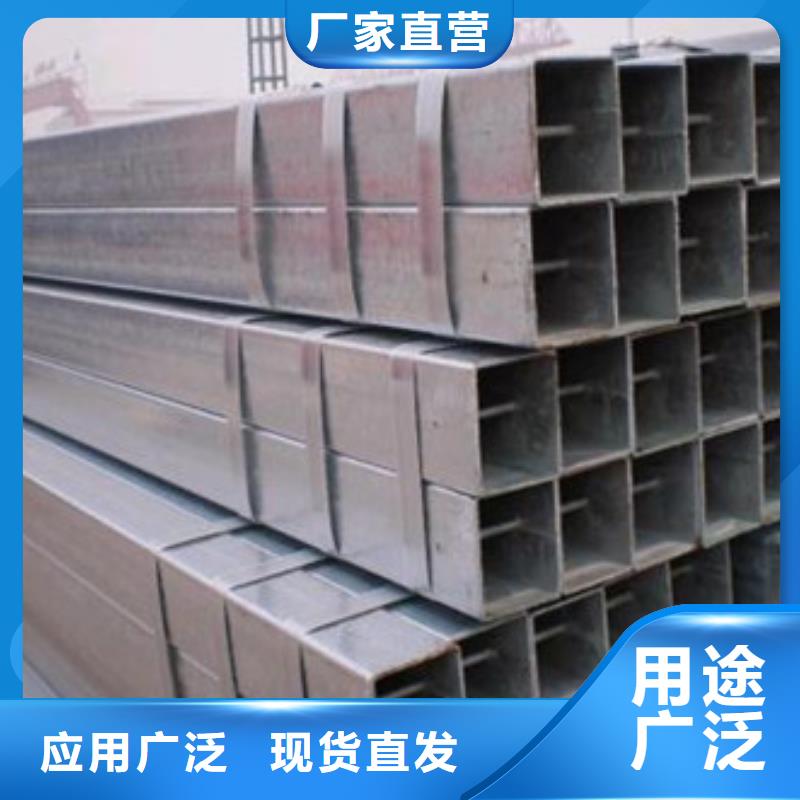
方矩管按生产工艺分:热轧无缝方管、冷拔无缝方管、挤压无缝方管、焊接方管。 其中焊接方管又分为: (a)按工艺分——电弧焊方管、电阻焊方管(高频、低频)、气焊方管、炉焊方管 (b)按焊缝分——直缝焊方管、螺旋焊方管



本公司坐落于经济开发区东昌东路当代大厦,欢迎惠顾! 融拓金属材料有限公司生产 湖南永州合金钢板。本公司是一家集研发、制造、销售于一体的自主创新企业。以严格的制作标准的测试过程为本,打造我们的业务基础。 经过多年不懈努力公司已成了远近驰名的品牌企业,备受业内外认同。


保证钢管在焊接时的保障措施,主要有五个方面。保证了这五个方面,那么镀锌钢管的质量也能得到保障了。
首先就是人, 人的因素是施焊的控制重点。因此,在施焊前,应选择技术熟练、持有焊工证的焊工,进行必要的技术培训、交底。并不得随意更换,保证施焊该管道焊工人员相对稳定。
其二是焊材的控制,保证采购的是正规渠道的焊材,有质保书、合格证,符合工艺要求;焊条头回收控制严格,以保证流向、用量;焊材要严格按工艺烘烤,并一次发放不超过半天用量。
第三就是 焊机,焊机须保证性能可靠、符合工艺需要;焊机必须有检定合格的电流、电压表,以保证焊接工艺的正确实施。焊接电缆不能过长,较长时要调整焊接参数。
第四是焊接工艺方法,保证镀锌管特殊操作方法的严格实施,焊接工艺进行焊前坡口检查,施焊工艺参数、操作手法控制,焊后外观质量检查,必要时增加焊后无损检测。控制焊接层次、每道口的焊材用量。
第五就是焊接环境控制,保证施焊时的温度、湿度、风速符合工艺要求。
0000



保证钢管在焊接时的保障措施,主要有五个方面。保证了这五个方面,那么镀锌钢管的质量也能得到保障了。
首先就是人, 人的因素是施焊的控制重点。因此,在施焊前,应选择技术熟练、持有焊工证的焊工,进行必要的技术培训、交底。并不得随意更换,保证施焊该管道焊工人员相对稳定。
其二是焊材的控制,保证采购的是正规渠道的焊材,有质保书、合格证,符合工艺要求;焊条头回收控制严格,以保证流向、用量;焊材要严格按工艺烘烤,并一次发放不超过半天用量。
第三就是 焊机,焊机须保证性能可靠、符合工艺需要;焊机必须有检定合格的电流、电压表,以保证焊接工艺的正确实施。焊接电缆不能过长,较长时要调整焊接参数。 镀锌钢管在焊接时有哪些保护质量的措施
第四是焊接工艺方法,保证镀锌管特殊操作方法的严格实施,焊接工艺进行焊前坡口检查,施焊工艺参数、操作手法控制,焊后外观质量检查,必要时增加焊后无损检测。控制焊接层次、每道口的焊材用量。