


以下是我们上传的无缝钢管无缝方管匠心打造实拍视频,您可以点击观看。
以下是:无缝钢管无缝方管匠心打造的图文介绍


至于大口径直缝埋弧焊管其用途上要是作为输送管,在无缝化方面的要求就有所区别,在焊缝上由焊接工艺控制余高,再用扩径方法(机械扩径或水压扩径)来应力。无缝化钢管无缝化钢管知识解释油专用管、管线管、标准管、机械管、结构管、承压管和不锈钢管等7个方面的各占比例的对照,说明焊管用量在比例上大大超过了无缝管,在前面已谈到美国高压锅炉管都用上了焊管,其焊管发展水平之高就可想而知了。直缝电阻焊钢管与流体输送用无缝钢管相比具有相当的技术优势,例如焊管壁厚较薄,尺寸精度较高,等等。检查合格的钢管 耐力已达到2800psi(13MPa),而管线管水压试验小合格压力为1870psi(19MPa),所试验钢管耐压小合格压力为930psi(4MPa),这种用普通Q235材质制成的焊管已达到美国石油学会API51关于高材质X52级钢种的小限压力规定。关于直缝电阻焊钢管与流体输送用无缝钢管的经济性对比,由于生产成本低,直缝电阻焊钢管的销售价格比流体输送用无缝钢管低,实际采购



热轧无缝管一般在自动轧管机组上生产。实心管坯经检查并表面缺陷,截成所需长度,在管坯穿孔端端面上定心,然后送往加热炉加热,在穿孔机上穿孔。在穿孔同时不断旋转和前进,在轧辊和顶头的作用下,管坯内部逐渐形成空腔,称毛管。再送至自动轧管机上继续轧制。 经均整机均整壁厚,经定径机定径,达到规格要求。利用连续式轧管机组生产热轧无缝钢管是较先进的方法。
若欲获得尺寸更小和质量更好的无缝管,必须采用冷轧、冷拔或者两者联合的方法。冷轧通常在二辊式轧机上进行,钢管在变断面圆孔槽和不动的锥形顶头所组成的环形孔型中轧制。冷拔通常在0.5~100T的单链式或双链式冷拔机上进行;挤压法即将加热好的管坯放在密闭的挤压圆筒内,穿孔棒与挤压杆一起运动,使挤压件从较小的模孔中挤出。此法可生产直径较小的钢管。
若欲获得尺寸更小和质量更好的无缝管,必须采用冷轧、冷拔或者两者联合的方法。冷轧通常在二辊式轧机上进行,钢管在变断面圆孔槽和不动的锥形顶头所组成的环形孔型中轧制。冷拔通常在0.5~100T的单链式或双链式冷拔机上进行;挤压法即将加热好的管坯放在密闭的挤压圆筒内,穿孔棒与挤压杆一起运动,使挤压件从较小的模孔中挤出。此法可生产直径较小的钢管。


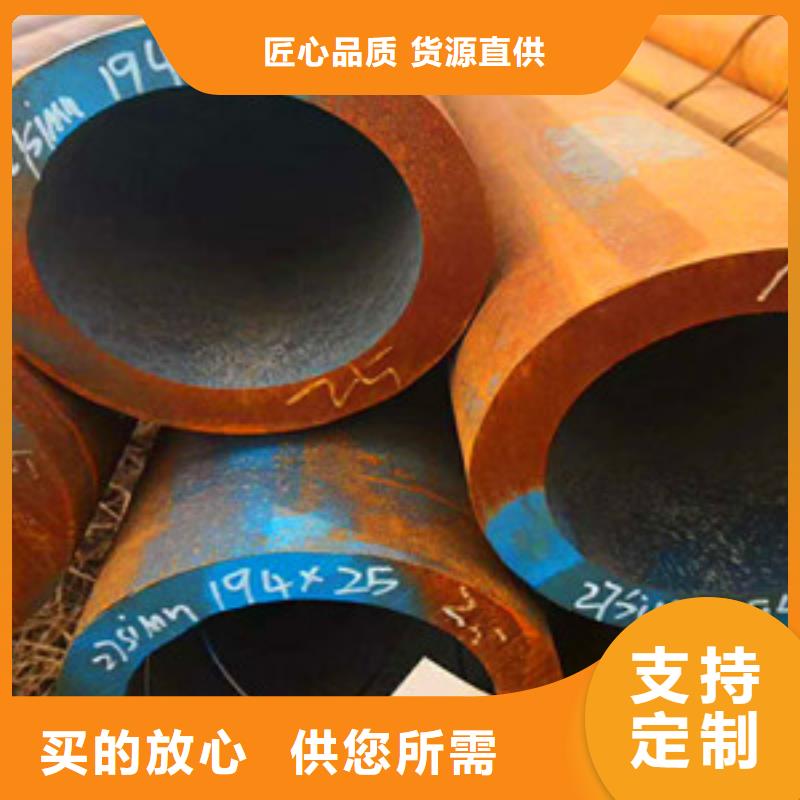
钢管内外表面不得有裂缝、折叠、龟裂、裂纹、轧折、离层和结疤缺陷存在,这些缺陷应完全掉(供机械加工用管除外),后不得使壁厚和外径超过负偏差。凡不超过允许负偏差的其他轻表面缺陷可不。直道允许深度。热轧、热挤压钢管、直径小于和等于140mm的不大于公称壁厚的5%, 深度不大于0.5mm;冷拔(轧)钢管不大于公称壁厚的4%, 深度不大于0.3mm。
热轧(挤压无缝钢管):圆管坯→加热→穿孔→三辊斜轧、连轧或挤压→脱管→定径(或减径)→冷却→矫直→水压试验(或探伤)→标记→入库。轧制无缝管的原料是圆管坯,圆管胚要经过切割机的切割加工成长度约为1米的坯料,并经传送带送到熔炉内加热。钢坯被送入熔炉内加热,温度大约为1200摄氏



四海友诚特钢 有限公司(宜昌分公司)长期经营(湖北宜昌) 本地 无缝方管。公司同时销售(湖北宜昌) 本地 无缝方管。 公司有稳定的下游客户约200余家,销售网络辐射到河北、河南、山东、辽宁、吉林、黑龙江、山西、陕西、江浙、南京、上海等地区。公司在稳中求创新,与时俱进求发展的理念下发展状大,经过短时间的发展,现已初具规格,形成了一支思想正、作风硬、业务精的员工队伍。今后,公司还要在现有的基础上进一步扩大规模,坚持“顾客至上、以信为本”的经营理念,以高质量的产品、更优质的服务,广交更多的四海新朋,愿我们携手共进、共创事业的辉煌!

