
对【钢板T2铜排材真材实料】产品还心存疑虑吗?观看这个视频,我们的专业团队将为您详细解读产品的特点和优势,让您信心倍增。
以下是:【钢板T2铜排材真材实料】的图文介绍
精工细作资质认证
我们用实力和品质说话
扬州T2纯铜条
扬州T2纯铜条的详细介绍
现货销售来图定制

1、气割前去除钢材外表的尘垢,油脂,并在下面留出必定的空间,以利于熔渣的吹出。气割时,割炬的移动应坚持匀速,割件外表间隔焰心以2~5mm为宜,间隔太近会使切断边沿熔化,太远热量不足,易使切开中断。
2、在进行厚板切开时,预热火焰要大,气割气流长度超出工件厚度的1/3。割嘴与工件外表约成10°~20°倾角,使零件边缘均匀受热。
3、为了避免气割变形,操作过程中应留意以下几个方面:
3.1在钢板上切开不同尺度的工件时,应先切开小件,后割大件;
3.2窄长条形板的切开,长度两头留出50mm不割,待割完长边后在切断,或许采用多割炬的对称切开的办法。
3.3直条切开时应留意各个切开割嘴的火焰强弱应共同,不然易发生旁弯。
4.1切开过程中,应随时留意调查影响切开质量的要素,保证切开的连续性。
4.2工艺参数对气割的质量影响很大,常见的气切断面缺点与工艺参数的联系如下所示:
气割结束后,应对钢材切开面进行查看,其切开面应无裂纹、夹渣和大于1mm的缺棱,查看方法为外观查看。
气割结束后,应在切开件上注明工程称号、零件编号及所属班组。
2、在进行厚板切开时,预热火焰要大,气割气流长度超出工件厚度的1/3。割嘴与工件外表约成10°~20°倾角,使零件边缘均匀受热。
3、为了避免气割变形,操作过程中应留意以下几个方面:
3.1在钢板上切开不同尺度的工件时,应先切开小件,后割大件;
3.2窄长条形板的切开,长度两头留出50mm不割,待割完长边后在切断,或许采用多割炬的对称切开的办法。
3.3直条切开时应留意各个切开割嘴的火焰强弱应共同,不然易发生旁弯。
4.1切开过程中,应随时留意调查影响切开质量的要素,保证切开的连续性。
4.2工艺参数对气割的质量影响很大,常见的气切断面缺点与工艺参数的联系如下所示:
气割结束后,应对钢材切开面进行查看,其切开面应无裂纹、夹渣和大于1mm的缺棱,查看方法为外观查看。
气割结束后,应在切开件上注明工程称号、零件编号及所属班组。

PRODUCT DETAILS
产品细节
PRODUCT DETAILS

01
真材实料REALMATERIALS
精心选择优质材料制作而成,扬州T2纯铜条规格多样可选,满足您的各种需求。

02
价格优势PriceAdvantage
厂家经验丰富,直接供货,扬州T2纯铜条无二次销售环节,质量放心。

03
成熟工艺成熟工艺MatureTechnology
支持定做,十余年经验,扬州T2纯铜条质量保障,出厂经过严格的质检。
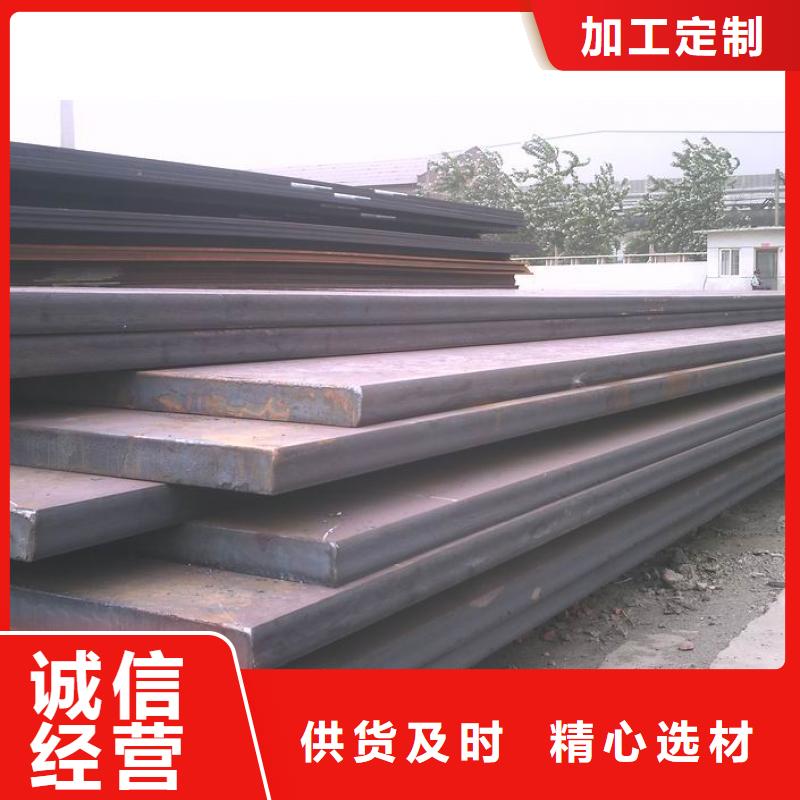
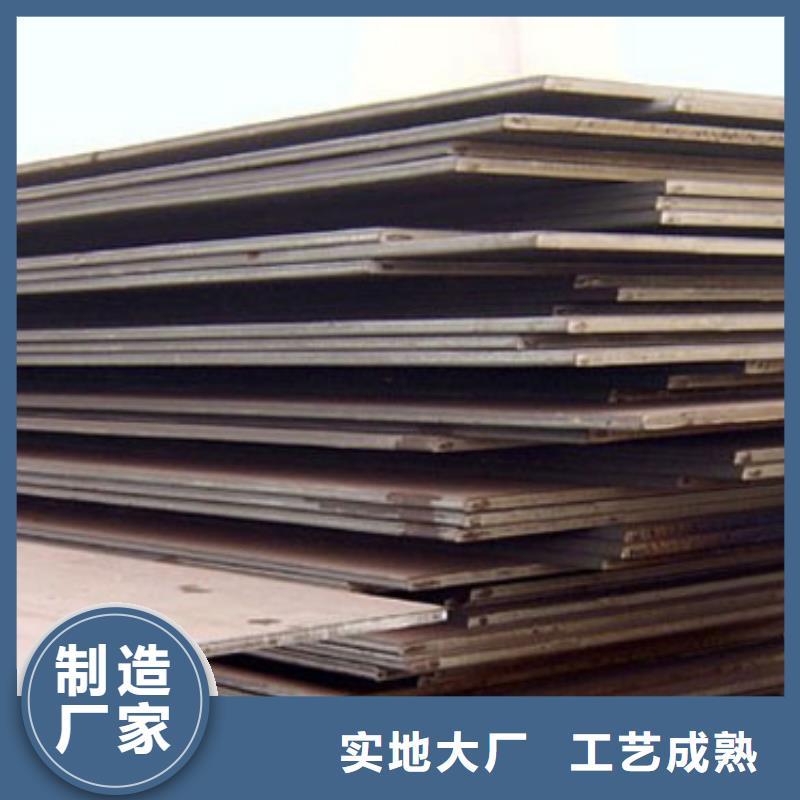
PRODUCT PHOTOGRAPH
产品实拍
PRODUCT PHOTOGRAPH






COMPANY PROFILE
公司介绍
COMPANY PROFILE

多年来坚持守约、保质、薄利、重义的经营理念,阔恒兴旺国际贸易有限公司与广大客商建立了牢固的合作关系,受到了广大客户的赞同。公司让利于 江苏扬州T2纯铜条客户,装车免费,节假日照常发货,欢迎广大客户朋友光临惠顾!