




型材拉弯【无缝钢管】来图加工定制的详细视频已经上传,通过视频,您可以更深入地了解产品的功能和特点。
以下是:型材拉弯【无缝钢管】来图加工定制的图文介绍


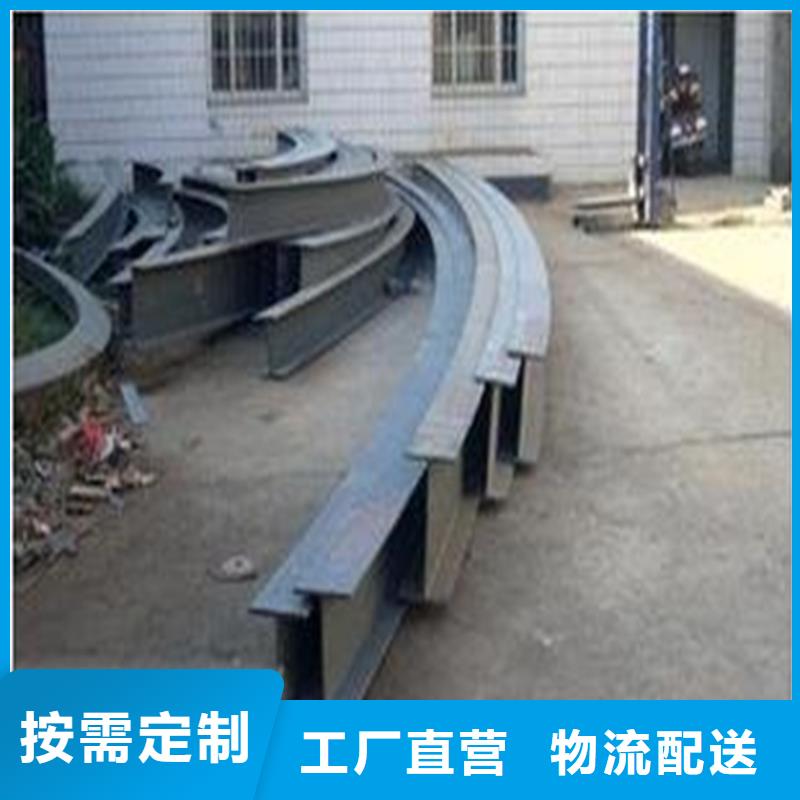
型材拉弯拉弯厂应广阔客户需求,对天津拉弯机设备的组成停止细致解说。拉弯机可分为转台式拉弯机和双转臂式拉弯机以及各种专用拉弯机拉弯机设备的组成:放卷设备:由放卷机和小车组成,放卷直流电机带动放卷机放卷,液压控制小车的升降,小电机控制小车的进出。导辊:也叫稳定辊,前后各一对,用于稳定铝材程度的作用。S辊:前后各两对S辊,分别为入S和出S,S辊为胶面,确保铝带不受刮伤,前后两对S辊自身的张力配合收卷的张力,使得铝带平直准确度更好。拉弯机主体:由三个单元工作辊组成,是对铝带停止弯曲矫直的主要部位。 收卷设备:由收卷机和小车组成,收卷直流电机带动收卷机收卷,液压控制小车的升降,小电机控制小车的进出。收卷机的张力控制造用卷取铝带,辅佐S辊张力停止拉弯矫直。液压站:为小车升降,卸卷推板进出,收卷预压力大小提供动力。 操作台:操作台上的按钮旋钮开关,完成主机手控制机器作业。



宏钜天成钢管有限公司 生产出的各类 江苏扬州无缝钢管系列产品,产品包括: 江苏扬州无缝钢管等。公司秉承“服务大众,不断创新,合作共赢”的经营理念。坚持 “服务di yi,顾客至上;质量di yi,环保至上”的经营理念和您共同发展。宏钜天成钢管有限公司始终将诚信作为公司核心的经营理念,诚信也同样铸就了公司的现在和未来。多年来,我司注重把企业诚信文化建设与企业发展管理相结合,建立健全公司诚信体系。因此,莫艺的每一份产品都承载着企业对您的责任,用真诚创造效益。


分析一下型材拉弯工艺的重点是什么所有的拉弯厂家以及拉弯型材的顾客都知道,拉弯便是把金属板材、管材和型材曲折成一定曲率、形状和尺度的工件的冲压成形的工艺。到目前为止,拉弯这项技能在各种高压容器。锅炉汽包、锅炉炉管、船体的钢板及骨肋、各种器皿、仪器仪表构件以及箱柜镶条等的制造中发挥着重要作用。那拉弯工艺的要害因素是什么呢?型材拉弯厂相关技能专家经过多年的潜心研究与创新,总结出挑选合适的加工参数是拉弯成形工艺的要害要素。确认拉弯工艺参数首先要考虑的便是这两个方面。一是拉弯断裂,一是截面尺度变形量过大。别的,在收边拉弯加工中,加工参数挑选不妥会在腹板上产生失稳起皱的现象,这也是需要考虑的重要因素。



型材拉弯中的损耗计算公式为:b=Q/G×100式中b为成材率,%;Q为合格产品分量,吨;G为投入质料分量,吨。成材率与金属耗费系数K成倒数的联系。b=(G-W)/G×100=1/K. 式中W为出产过程中形成的金属损耗量,吨。可见影响成材率的主要因素是出产过程中产生的各种金属损耗。因而,提高成材率的途径主要是减少各种金属损耗。由于各个轧钢车间用的质料和轧制的产品不同,如有的轧钢车间以钢锭为质料通过中心开坯,轧制成材;有的车间以钢锭为质料直接轧制成材;有的车间以钢坯为质料轧制成材;还有少量车间则是以钢材为质料加工成各种成品钢材的,所以用一种成品率计算方法。难以表示和比较出产过程中金属收得情况,难以反映车间之间在出产技术水平和管理水平上的差异。因而,在成材率的计算上就有不同的方法,如锭一材成材率、锭一坯成坯率、外来坯一材成材率等,各轧钢车间要根据具体情况计算。

