



我们的无缝钢管角钢厂家品质不将就视频将带您走进产品的生产线,让您亲眼见证产品的每一个制作环节和工艺细节。
以下是:无缝钢管角钢厂家品质不将就的图文介绍


无 缝 钢 管 材 质 大 全 可生产的国内标准 品种 标准 常用牌号(钢级) 生产方式 抗海水腐蚀无缝钢管 Q/CG41-2003 10CrMoA1 冷轧(拔) 曳光破甲弹压环用冷拔无缝钢管 Q/CG35-2002 SAE1035 冷轧(拔) 炮弹用无缝钢管 YBn1-1986 40Mn2、45MnB、D60、30CrMnSiA 冷轧(拔) 火炮零件用无缝钢管 YBn2-1986 40Cr、30CrMnSiA、40CrNi 冷轧(拔) 高压容器用无缝钢管 Q/CG94-2001 37Mn、30CrMo、35CrMoA、30CrMnSiA 冷轧(拔) 双35弹导带用无缝钢管 Q/CG90-1998 S35PD 冷轧(拔) 液压件和机加工用无缝钢管 Q/CG68-2003 JS10、JS20、JS35、JS45、JS35Cr、JS40Cr、JS45CrMo、27SiMn 电机轴管 GB/T8162-1999+协议 35CrMo、40Cr 冷轧(拔) 岩纤管 协议 J55 冷轧(拔) 可生产的国外标准 标准号 中文名称 ASTMA53 无缝和焊接的黑钢管和热浸镀锌钢管 ASTMA106 高温作业用碳素钢无缝钢管 ASTMA178/A178M 电阻焊碳素钢和碳锰钢锅炉管 ASTMA179/A179M 无缝冷拔低碳钢热交换器和冷凝器钢管 ASTMA192/192M 高压用碳素钢无缝锅炉管 ASTMA199/A199M 热交换器和冷凝器用中合金钢冷拔无缝钢管 ASTMA209/A209M 锅炉和过热器用碳钼合金钢无缝钢管 ASTMA210/210M 锅炉和过热器用中碳钢无缝钢管 ASTMA333/A333M 低温作业用无缝和焊接钢管 JIS G3441 机械结构用合金钢钢管 JIS G3444 普通结构用碳素钢钢管 JIS G3445 机械结构用碳素钢管 JIS G3452 管道用碳素钢管 JIS G3454 压力管道用碳素钢管 JIS G3455 高压管道用碳素钢管 JIS G3456 高温管道用碳素钢管 JIS G3458 管道用合金钢钢管 JIS G3461 锅炉、换热器用碳素钢钢管 JIS G3462 锅炉、换热器用合金钢钢管



金杰金属制造有限公司位于山东聊城。公司专业生产各类 西藏工字钢的厂家,对产品质量进行严格的管理。真真正正的达到以质求存 拓新求变的宗旨。 公司主要产品有金杰金属制造有限公司。并能根据客户的要求、提供的图纸和样板设计和开发新产品。其品质和交货期深得用户信赖。 公司一向坚持以人为本、顾客至上、诚实守信、质优价廉的方针,围绕质量、时间、价格、服务来开展工作,形成了开拓进取、精益求精、诚信服务、热诚待人的工作氛围。 您的光临是我们的荣幸,你的满意是我们的追求,感谢您的支持和厚爱!


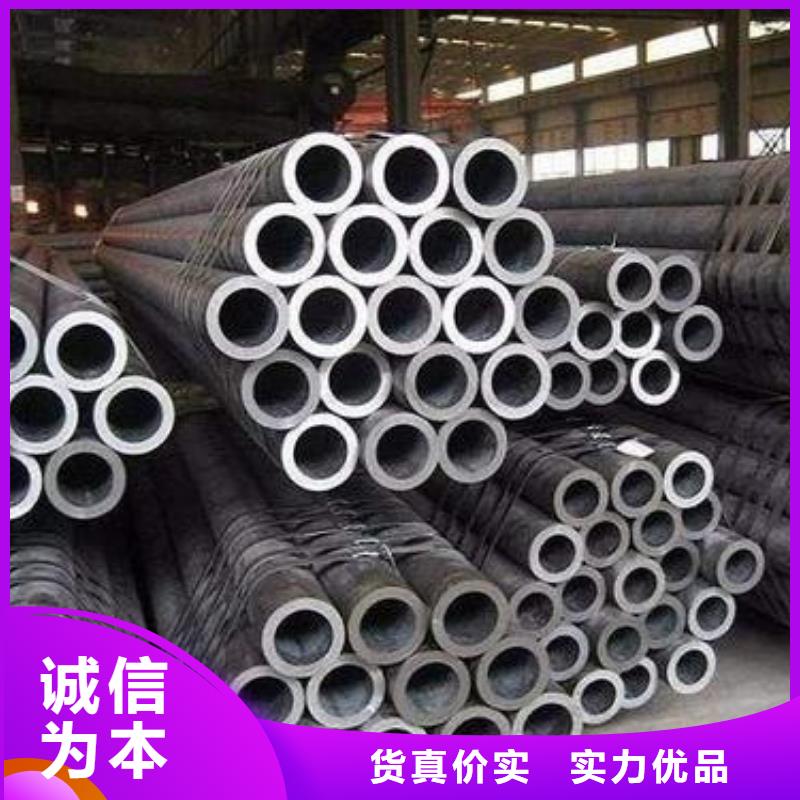
一般的无缝钢管的生产工艺可以分为冷拔与热轧两种,冷轧无缝钢管的生产流程一般要比热轧要复杂,管坯首先要进行三辊连轧,挤压后要进行定径测试,如果表面没有响应裂纹后圆管要经过割机进行切割,切割成长度约一米的坯料。然后进入退火流程,退火要用酸性液体进行酸洗,酸洗时要注意表面是否有大量的起泡产生,如果有大量的起泡产生说明钢管的质量达不到响应的标准。外观上冷轧无缝钢管要短于热轧无缝钢管,冷轧无缝钢管的壁厚一般比热轧无缝钢管要小,但是表面看起来比厚壁无缝钢管更加明亮,表面没有太多的粗糙,口径也没有太多的毛刺。
热轧无缝钢管的交货状态一般是热轧状态经过热处理后进行交货。热轧无缝钢管在经过质检后要经过工作人员的严格的手工挑选,在质检后要进行表面涂油,然后紧接着是多次的冷拔实验,热轧处理后要进行穿孔的实验,如果穿孔扩径过大就要进行矫直矫正。在矫直后再由传送装置传送到探伤机进行探伤实验, 贴上标签、进行规格编排后放置到到仓库当中 [1] 。
热轧无缝钢管的交货状态一般是热轧状态经过热处理后进行交货。热轧无缝钢管在经过质检后要经过工作人员的严格的手工挑选,在质检后要进行表面涂油,然后紧接着是多次的冷拔实验,热轧处理后要进行穿孔的实验,如果穿孔扩径过大就要进行矫直矫正。在矫直后再由传送装置传送到探伤机进行探伤实验, 贴上标签、进行规格编排后放置到到仓库当中 [1] 。



冷轧20号精拔无缝钢管的壁厚一般比热轧20号精拔无缝钢管要小,但是表面看起来比20号精拔厚壁钢管更加明亮。表面没有太多的粗糙,口径也没有太多的毛刺,热轧20号精拔无缝钢管的交货状态一般是热轧状态经过热处理后进行交货,热轧20号精拔无缝钢管在经过质检后要经过工作人员的严格的手工挑选。在质检后要进行表面涂油,然后紧接着是多次的冷拔实验,热轧处理后要进行穿孔的实验。如果穿孔扩径过大就要进行矫直矫正。在矫直后再由传送装置传送到探伤机进行探伤实验,后贴上标签、进行规格编排后放置到到仓库当中 [1] 。35号厚壁精拔钢管工艺流程。 20号精拔无缝钢管的应用处理方法号精拔无缝钢管管口打磨切割完毕,应使用角磨机对管口塑层进行打磨处理,其目的是避免在法兰焊接时使塑层发生熔化甚至燃烧使管道破坏。使用角磨机将管口塑层进行打磨,号精拔无缝钢管涂塑处理打磨完毕。使用氧气、C2H2在管道外部对管口进行加热,加热到内部塑层部分有熔化现象。然后技术工人将用好的塑粉对管口均匀涂抹,应注意一定要涂抹到位,法兰盘涂塑要涂抹到止水线以上,此应严格控制加热温度,如温度过高。在涂塑中将会有气泡产生,如温度过低,在涂塑中塑粉熔化不完全,以上情况在管道投入使用后都会产生塑层脱落的现象。
