



我们为您准备了型材拉弯,冷拔方钢精选优质材料产品的全新视频介绍,视频中的每一帧,都是产品的真实写照
以下是:型材拉弯,冷拔方钢精选优质材料的图文介绍
[城市宏钜天成钢管有限公司是专业从事 安徽芜湖无缝钢管的生产销售及服务生产厂家。产品遍及各个领域。公司拥有一支服务团队, 我公司凭借雄厚的技术实力和强大的研发能力,多年来已经为数十家五百强企业提供配套产品及服务,并得到客户一致的认可。公司凭借强大的技术力量和多年的生产经验,不断采用新技术、新工艺、新材料,产品各项技术指标达到国内同行业领先水平。公司坚持以人为本,勇于探索,不断追求,努力创新发展,不断向社会提供领先适用的新产品,并以全优的服务占领市场,深受广大用户的信赖,享有良好的公众诚信度。在未来发展战略上,公司将坚持以人为本的管理理念,继续致力于搭建行业先进、成本优的技术服务平台。


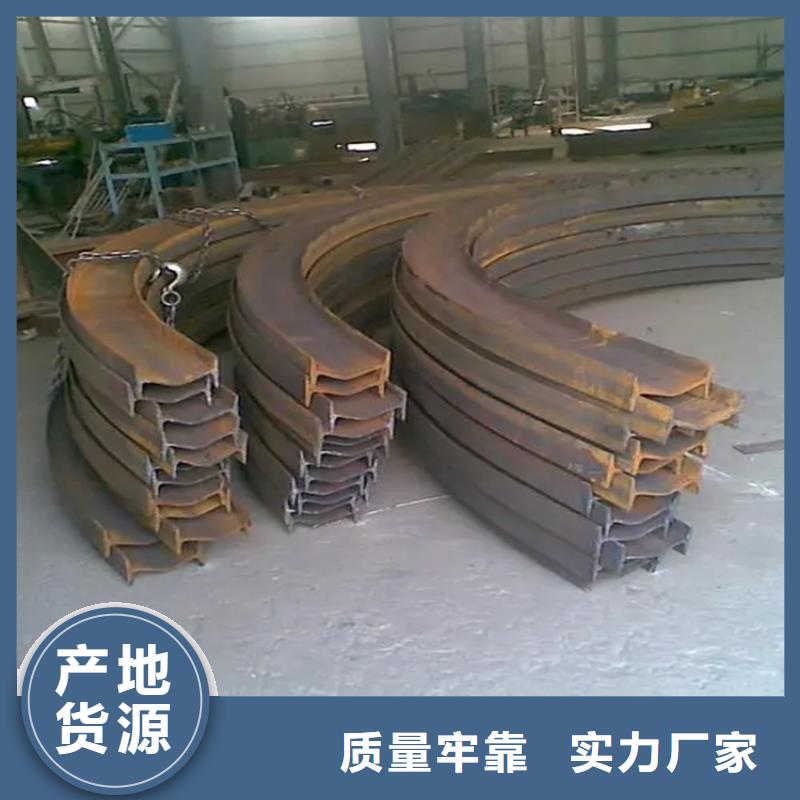
那么关于型材拉弯工艺特点及要求是怎样的?下面河北拉弯厂的专家就来给我们分析一下。 1、 所谓拉弯即是在给于型材预制拉力(在屈服极限范围内)的前提下,利用旋转和靠模改变型材断面变形中介面(内移)使其塑性变形的过程。2、 关于备料长度:一般情况下备料应是所需弯曲材料的有效弧长加上工艺段之和,工艺段等于2.1倍的变形宽度(t),变形宽度(t)等于外半径(R外)减内半径(R内)。 备料长度=有效弧长+2.1 t 当然具体备料长度可以根据实际情况考虑套裁,以便节省工艺段。3、 关于备料数量:一般情况下应根据不同断面、不同半径、不同弧长在实际需要数量基础上增加1~2支备份,以便做为调试模具用。该备份未考虑材料弯曲后的运输、加工、安装等环节可能出现的损失数量。4、 关于材料每支弯曲有效弧长的要求:通常情况下不应超过弧度角180度。5、 关于材料硬度状态的要求:当型材弯曲的伸长率满足变形量要求时应选择T5状态(e≤10%),铝型材的标准为e≥ 8 %;e = t / R内× = (R外-R内) ÷R内× 否则应选择To~T4状态。当然型材生产厂一般不愿意给客户生产T1~T4状态型材。6、 关于型材表面处理要求:通常情况下可以选择阳极氧化或涂装后弯曲加工(涂层的伸长率远大于型材的伸长率);因为型材拉弯时型材与模具之间没有相对位移,故不会损伤型材。如型材弯曲过程中涂层脱落则是涂层的附着力不足原因造成的,产生附着力不足的原因主要有喷涂前处理不好或加温不足及加温时间不足造成。当然为方便运输和安装应适当做表面保护。上述介绍只是一般的常识说明,具体情况需视工程项目要求的分格、结点及选材等特点确定。






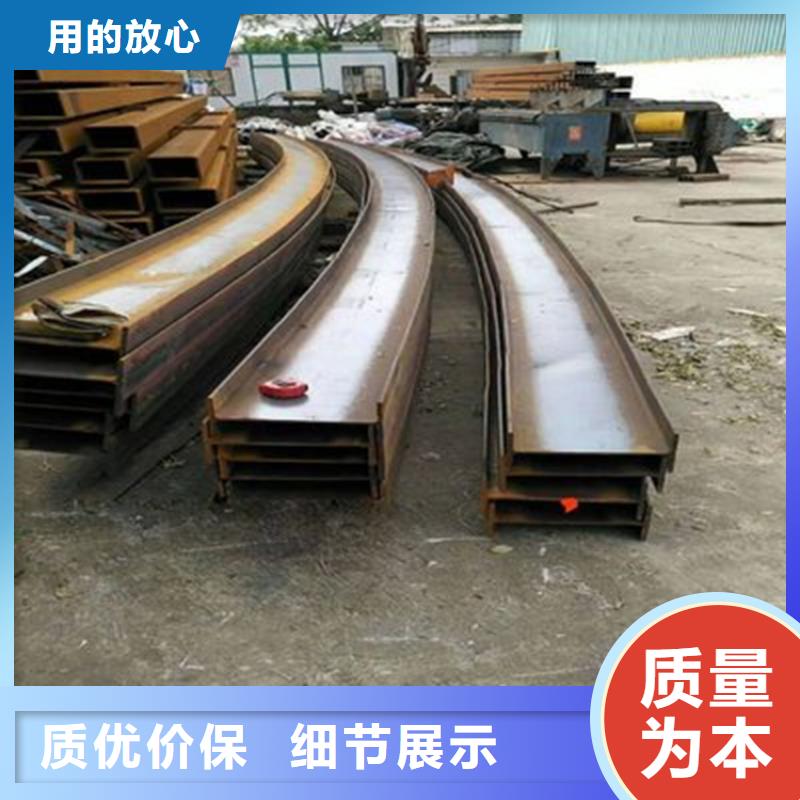
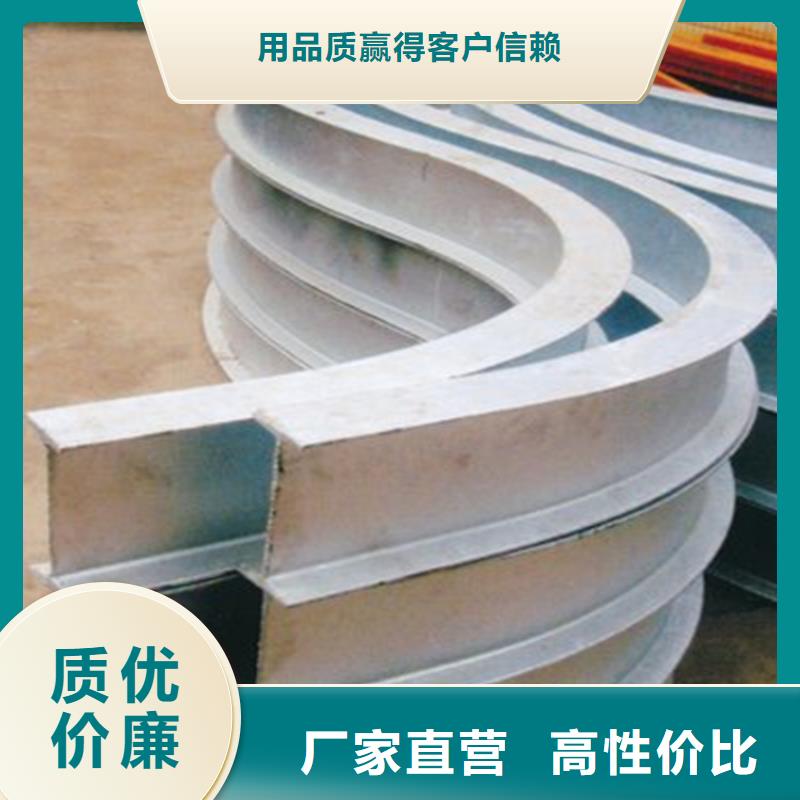
型材拉弯滚弯机首要用于工字钢、矿工钢、U型钢、C型钢、角钢、槽钢、道轨、方钢、钢管等型钢的拱形卷圆、变径、定角弯曲。选用数显编码器编程,使液压操作体系定位准确,所弯型钢一次主动成型,效率高、操作便利。 广泛应用于隧道、地铁、水电站、地下洞室等职业施工中,是钢拱架制造的志向设备我厂出产的工字钢滚弯设备,选用数控设备,液压操作体系定位准确,滚弯型钢一次主动成型,效率高、操作便利。滚弯机主动滚轮和被迫滚轮选用特别材料高性能钢质,经整体热处理,减少游轮的运用磨损,对工件无划伤,运用寿数更长。厂的工字钢滚弯机的液压体系选用先进的液压元件,液压体系设计独特,并增加了顶出反弹设备,顶出能有力。操作时不能超出机械性能规划作业。尽量避免偏疼载荷。操作与送料人员之间应按规矩信号,密切配合。如在弯制过程中发生曲解,应及时检查压痕违背受压面中心的情况,检查主、从动压轮能否磨损出槽,并及时进行检修。



型材拉弯是将金属薄板、管材和型材弯曲成具有一定曲率、形状和尺寸的工件的冲压工艺。 拉弯成型广泛用于制造高压容器、锅炉汽包、锅炉管、钢板和船体肋、各种器皿、仪表部件和柜体嵌件。根据工艺特点,拉弯可分为顶弯、压弯、辊弯和拉弯。压弯是常用的拉弯方法。 所使用的设备多为通用机械压力机或液压机,也有专用折弯机,常用的折弯设备是卷板机。 三辊弯曲机是根据三点定圆的原理,连续弯曲板坯。 三辊卷板机有两个驱动辊(固定)和一个压辊(可调)。 通过调节压辊的上下位置,可以改变压辊与驱动辊的相对距离。 当拉弯时,版材置于驱动辊和压辊之间,驱动辊正反向旋转,使版材往复运动。 通过调节压辊逐渐下压,可以将板材弯曲成具有所需曲率的圆柱面、圆锥面和曲率较小的双曲面。 压辊一端可升高,方便工件卸料。 还有四辊和多辊卷板机。 四辊卷板机用于轧制厚板滚筒。 四辊以上的多辊卷板机利用多对辊将板材逐渐弯曲成复杂的形状。对于要求精度高、长度和曲率半径大、横向尺寸小的折弯件,可以在专用的拉弯机拉弯上进行。 当拉弯时,板的整个厚度都在拉应力的作用下,所以只发生伸长变形,卸载后回弹引起的变形小,容易保证精度。
