




想要更直观地了解【弯弧加工,42CrMo钢管切割好品质用的放心】产品的特点和功能吗?我们为您准备了视频介绍,相较于图文,视频更能让您轻松掌握产品的核心卖点。
以下是:【弯弧加工,42CrMo钢管切割好品质用的放心】的图文介绍
宏钜天成钢管有限公司在 浙江温州无缝钢管激烈竞争的商海中,始终坚持以客户为中心,以质量为重点、人才为保证、效益为根本的经营理念,坚持扎扎实实、脚踏实地为客户服务,为社会发展着想的宗旨。无论是现在还是将来,我们都将始终不渝地遵循这一宗旨。我们真诚的希望与国内外广大用户建立长期、友好的战略合作伙伴关系,互惠互利,共图发展!


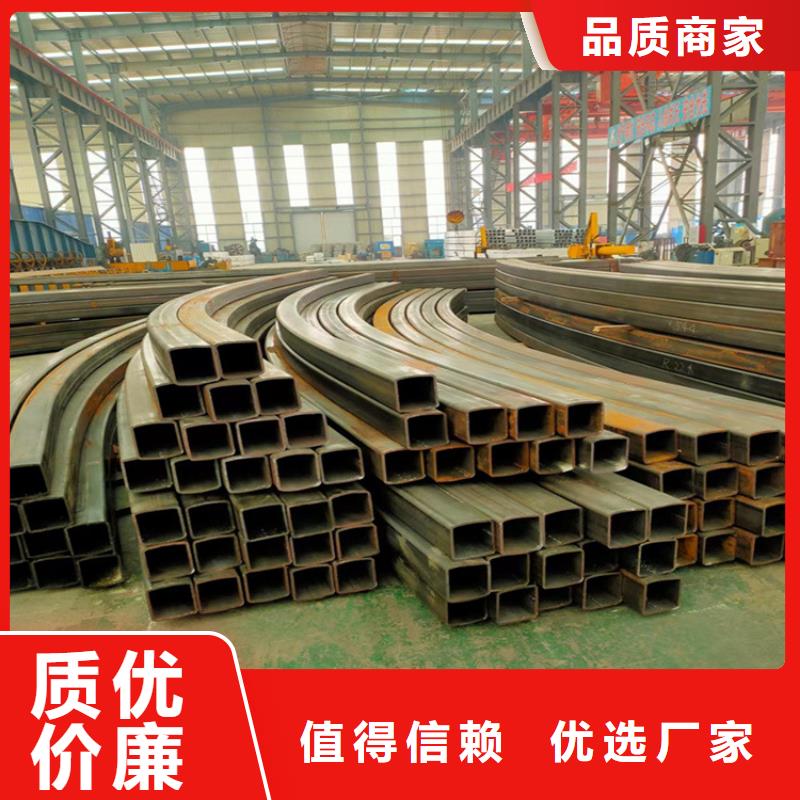
探讨U型弯弧加工构造的普遍使用近些年采用防腐蚀U型弯弧加工构造获得越来越普遍的应用。U型弯弧加工是防腐保温工程隔热管路的通称,U型弯弧加工主要用以-50℃—600℃范围之内液态、汽体或其他介质运输,广泛应用于电力工程、原油、煤矿业、化工厂、、航空航天、核电厂、、市政工程、集中供暖/制冷、家用中央空调等管路的隔热保温隔冷工程项目。
防腐蚀U型弯弧加工的埋设方式主要分成地下敷设和地面上铺设二种,地下敷设又可分为管沟埋设和直埋敷设二种,管沟铺设是指由U型弯弧加工铺设地下沟槽开挖内;直埋敷设是把U型弯弧加工立即埋到土中(直埋敷设方式又可分为有赔偿直埋敷设方法与无赔偿直埋敷设方式);地面上铺设是把U型弯弧加工铺设在地面单独的或桁架的架子上,又被称为架空敷设。
(1)防渗漏;U型弯弧加工
(2)耐热髙压,适用物质环境温度350℃。工作压力2.5MPa;
(3)热损失低,保温性能好于传统式保温方法;
(4)防腐蚀能力强,防腐蚀涂层强度高,不易损坏;使用寿命长,可达30-50年。
(1)热量丢弃匀称降低≥20%;
(2)工程项目梳理工程造价匀称降低≥5%;
(3)城市地下空间占有量匀称减少≥30%;
(4)可以设置防渗漏全自动测漏报警设备,钢套钢蒸气U型弯弧加工有很多种结构形式,保温一体化由工作中弯弧加工、工作中管防腐涂层、硅酸铝纤维减阻层、微孔硅酸钙无机物墙体保温层、不锈钢板拧紧钢链、耐热阻燃性铝铂反射面、硬质聚氨酯有机化学隔热层、外衣弯弧加工、外防管腐层构成。



弯弧加工弯曲设备在使用过程中的关键是使用触摸屏幕和数控机床模块,会话实际操作,程序设置简单简单,所有新产品床结构稳定,使用时不变形,每档可设置16个弯曲视角,计算机内存可存储16组档案。
弯管机俱慢速度定位服务,弯管视角稳定,重复定位精度达±0.1°,错漏信息屏幕上呈现,协助作业者立即,提供自主研发之坐标转换弯管生产加工值,软件可购买装到桌面式计算机改动计算。
弯管设备的管道弯曲与板材弯曲相同。管径为D时,纯弯曲,受外力矩M影响时,中性层两侧壁厚受拉伸应力影响,σ1、壁厚变软;受拉伸应力影响的中性层内壁厚σ壁厚增厚的作用。此外,由于F1和F2的作用,截面的形状由椭圆形变为椭圆形。若变形过多,两侧壁厚会出现裂纹,内侧壁厚会出现。
弯管机设备管道的变形程度通常取决于小弯曲半径R/D和相对较薄的T/D数据尺寸,R/D和t/D值越低,变形程度越高。变形水平必须在允许的范围内控制,以保证管道的成型质量。管件的弯曲成型极限不仅取决于材料的机械性能和弯曲方法,还取决于管道的使用要求。
管材的成形极限一般包括以下几种具体内容:
(1)中性层两侧拉伸变形区域内zui较大的拉伸变形不超过原材料的可塑性允许值而发生破裂;
(2)中性层里侧收紧变型区域内,受径向压应力功效的薄壁结构一部分不至于超越失衡而发皱;
(3)假定管材有椭圆度的需求时,操纵其横断面发病崎变;
(4)假定管材有承担内压强强度标准时,操纵其厚度薄化的成形极限。


掌握弯弧加工加工是如何散热的在很多工业设备商品中会机器设备应用螺旋式风机弯弧加工,螺旋式风机弯弧加工能够起到很好的散热性能,因为这样的判管是根据特殊的生产流程加工而成的的,因此在使用期内和一般的散热装置较为率更强,还可以迅速将发热量分散到周边环境中,避免发热量积淀对系统产生肩负和负面影响。
现阶段应用螺旋式弯弧加工加工的机器商品在逐步增加,机器设备应用这类散热装置可延长机器设备的应用寿命,都是当代机械制造业中会看重的元器件商品,那样螺旋式弯弧加工加工生产制造重要都有哪些呢?
在开展螺旋式弯弧加工加工以前,要求先制定一个生产加工步骤,由于螺旋式风机弯弧加工和一般的散热装置在结构层面存在一定的差别,为了能抵达更加好的散热性能,螺旋式风机弯弧加工的卷制要求比较高,因此在再加工前要先做好设计,并制定一个参数信息,相关工作人员要严格按照加工程序来再加工,这样才能够保证螺旋式风机弯弧加工的散热性能。
有关螺旋式弯弧加工加工步骤非常熟悉的相关工作人员一定会有这样的了解,螺旋式风机弯弧加工的弯折孔径是很大的,因此同时也为生产加工步骤增强了非常大难度。
大家对其螺旋式风机弯弧加工再加工操作过程中,不能应用一般的螺旋式弯头来完成生产加工步骤,要求根据特殊的卷制方式来开展生产制造,也要在生产制造螺旋式风机弯弧加工的时候应该留意的操作方式。
同时在开展螺旋式弯弧加工加工期内,有关原料的采用情况也需求给与重视,那也是生产加工步骤中的重要具体内容。



弯弧加工的加工技术对日常生活有很大的帮助,但在使用产品的过程中也会出现很多问题,弯弧加工上出现细微裂纹的缺陷,产品在制造过程中,如果高于相应水平的变形温度就会变形,因此在进行弯弧加工加工时,外部出现一些裂纹,主要与弯弧加工加工钢管的材料有关的情况有两种,在这种情况下,在产品变形速度低、张力高的类似成型条件下,弯弧加工加工设备可能会导致损坏。
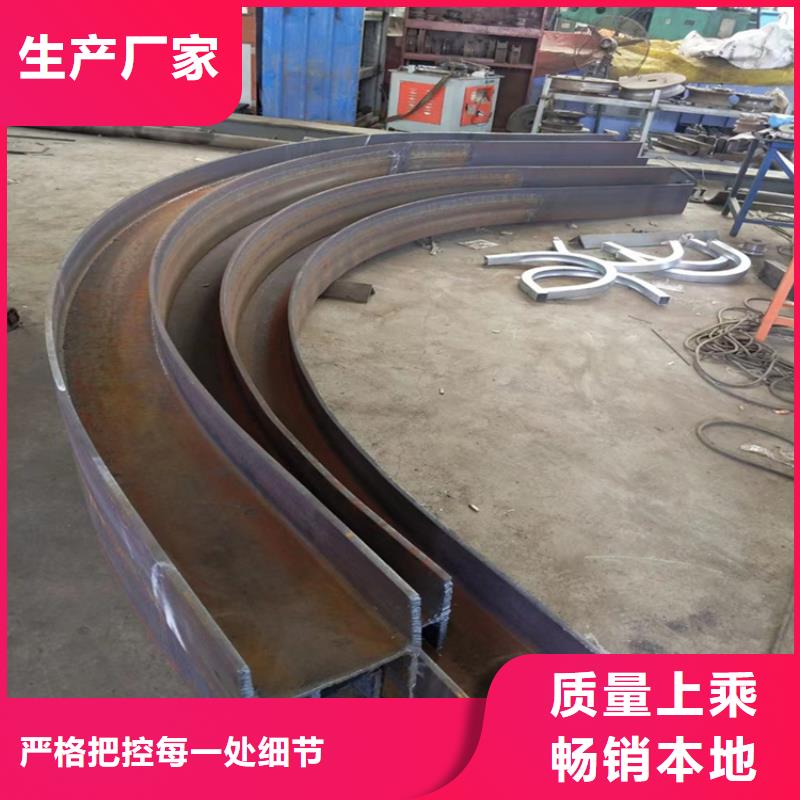
每个弯弧加工都是在制作过程中通过一些次折弯完成的,在制作过程中管道可以更好地放置在弯弧加工机上,因此设备可以应用钢管的弯矩,使钢管布局适当变形,弯头可以通过前下部模具主缸体的支撑向上移动,这将沿着顶部模具曲线的中心弯弧加工加工直至制造,在加工产品的过程中,相应钢管的变形主要发生在上部模具中,上部模具起到胎盘的作用,弯弧加工的曲线可以根据其他规格和其他材料塑料变形的阈值进行检查。
因此,在与其他管相对应的折弯产品的同时,不能在前夹具侧放置内管,进行弯弧加工加工的同时,必须事先了解加工要求,为了更好地保证弯弧加工的使用性能,因此将了解弯弧加工的弧度如何工作,接下来因此将讨论弯弧加工加工的弧度要求,可以节省管道设备和模具成本,并获得弯头空位是平坦或可扩展的曲面。
因此大直径弯弧加工成型技术的基本过程中,首先焊接横截面为多边形的多边形或两端闭合的多边形形状的壳体,内部填充压力介质,由于上述几个原因,用户可以缩短制造周期,大大降低生产成本,不需要设备,适合现场加工大型弯头。

