



想要更直观地了解11_不锈钢碳素钢复合管批发供应产品的特点和功能吗?我们为您准备了视频介绍,相较于图文,视频更能让您轻松掌握产品的核心卖点。
以下是:11_不锈钢碳素钢复合管批发供应的图文介绍
绿洲安防科技有限公司位于高新区白庄工业园。公司自成立以来,遵照可持续发展战略,依靠自身雄厚的技术力量和“诚信为本”的商业理念,运用先进的科技成果,秉承“予天空于蓝天,还 于清新”的经营宗旨,日臻完善产品的研发制造、销售服务网络。服务于环保事业。公司主要产品有: 河北唐山不锈钢护栏,公司成立至今,积累了丰富管理经验,建立了良好的社会信誉。绿洲安防科技有限公司始终以卓越的技术,优越的性价比,完善的售后服务,给客户带来解决方案。


稳控“内核”,本钢高品质产品助力开拓市场;宝武智维与上海昂电共同打造“Dr.Motor”电机医生品牌;1-4月鞍钢集团实现利润总额108亿元,再创新高;济钢这一标样在国内率先成功研制;创新、攻关、“讲比”,北营发电厂不断挖潜降成本新空间;受政策面及产业端利好消息推动,黑色系在夜盘低开后,全线开启反弹行情。尤其原料端涨势喜人,焦炭期货暴涨逾4%, 成功回归至2700元上方,处于领涨地位。铁矿石及焦煤 分别突破1200元和1900元,螺纹、热卷期货涨幅亦在2%上下,均以长阳姿态示人。与此同时,资金放量增仓,螺纹期货主力增多高达到4.5万手。资金快速涌入,截至收盘,黑色吸金高达42.74亿,焦炭及铁矿石均在10亿以上,螺纹、热卷分别俘获7.83亿和3.57亿资金入场。波动亦相对明显,日内振幅 达到200元以上。现货市场价格涨跌互现,部分地区和品种早盘现惯性下跌,随着期货价格的走高,商家报价出现回涨,市场交投气氛明显好转,京津地区低位成交转好,华东地区一度放量爆增,个别大户日交易量高达2万余吨,市场心重新聚拢,终端采购及投机需求均有涌现。!!



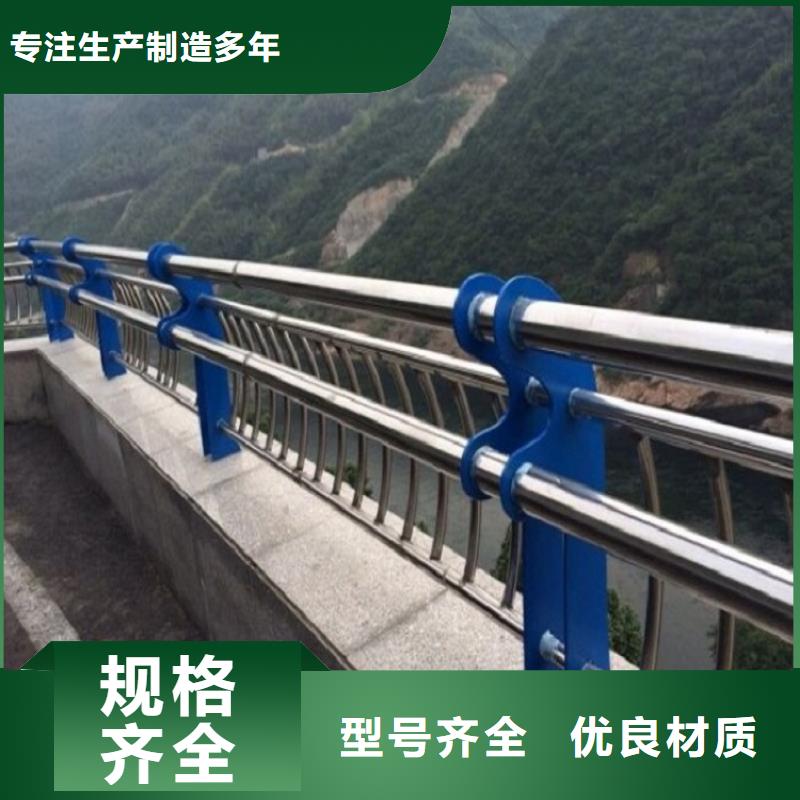
1、不锈钢复合管栏杆外表比较鲜艳并且表面比较光滑,不需要油漆和维护,具有普通不锈钢复合管栏杆有的和没有的优点。2、有足够的强度,具有比木材好得多的强度和韧性,不锈钢复合管栏杆横杆以及重型护栏均衬有镀锌异型钢材进行增强,或包覆特种PVC材料,使不锈钢复合管栏杆兼顾钢材的强度和PVC的美观。3、具有交钱的弹性和高抗冲击性能,因为不锈钢复合管栏杆采用的承插式连接件进行安装,安装起来比较简便、快捷,提高了施工效率。4、使用寿命长,不锈钢复合管栏杆的保证使用寿命为15 a以上,由于采用了特种配方和的抗紫外线吸收剂,因此不会褪色、发黄、脱皮、枯朽、开裂、起泡和虫蛀。5、具有环保性,因为不锈钢复合管栏杆的材质里面只有很小一部分的钢材,减少了钢材的耗用,起到了环保作用。由于不锈钢复合管栏杆的这些优越性能,不锈钢复合管栏杆不仅在景观栏杆上运用的比较普遍,还用于学校、桥梁、道路、农业等许多不同地方。!!


碳纤维布纤维方向分为单向和双向2种其中以单向布应用为主,碳纤维布具有高的强度重量比和刚度重量比率、良好的抗疲劳性及高的耐久性、耐腐蚀、热膨胀系数低等特点。当被加固的桥梁结构处于特殊环境时应根据具体情况选用其他防护材料,目前粘贴碳纤维布加固方法往往辅以裂缝灌浆、封闭等方法。与其他加固方法相比碳纤维布加固技术的优势主要体现在高强可设计性强基本不改变原结构外观不会对原结构造成损害运输储存、施工更方便、快捷容易施工质量而且后期维护费用低其化学结构稳定在耐候性、腐蚀性以及抗疲劳性能等方面更加突出。在连接的时候要注意各种的连接方式。正确地进行连接,实现不锈钢复合管护栏的各种的连接的优越性。实现不锈钢复合管护栏的功能的不断地进行,不锈钢复合管护栏在连接的中的方式要根据实际情况进行连接,要不然的话不锈钢复合管护栏的作用就不会发挥出来,还会出现各种各样的故障,!!



!!可以焊接.1 内衬不锈钢复合钢管之间可以采用焊接。焊接工艺可参照GB/T13148-1991“不锈钢复合钢板焊接技术条件”。也可参照JB/T4790-2000“钢制压力容器焊接规程”附录A。“不锈钢复合钢焊接规程”。3.2 坡口形式可采用GB/T13148的对接6号。3.3 焊前应采用机械方法及有机溶剂,焊缝表面和焊接坡口两侧至少各20mm范围内的油污、锈迹、金属屑、氧化膜及其他污物。3.4 焊条采用GB/T983 “不锈钢焊条”规定的A302(E309)焊条规格为Φ3.2. 3.5 焊接方法采用手工电弧焊;对要求较高的焊缝可以采用钨极氩弧焊打底,在接近碳钢部位用手工电弧焊,!!或者全部采用钨极氩弧焊。采用钨极氩弧焊时,焊丝采用同E309相同成分的A302焊丝。3.6 焊接设备焊接设备应满足焊接工艺要求,并符合有关设备标准的规定。采用手工电弧焊时采用直流电焊机。3.7 焊接程序先焊复材(不锈钢管),再焊过渡层,!! 焊基材(碳钢管)。3.8 焊接要求复材焊缝表面应尽可能与复材表面保持平整、光顺。焊接过渡层时,要在保证熔合良好的前提下,尽量减少基材金属的熔入量,即降低熔和比。为此应采用较小直径的焊条或焊丝,及较小的焊接丝能量。对接焊缝的余高应不大于1.5mm。3.9 焊后清理!!

