
螺旋管,钢梁工字钢客户好评视频展示,产品更生动!让您亲眼见证其优点和特点,为您的购买决策提供有力支持。
以下是:螺旋管,钢梁工字钢客户好评的图文介绍
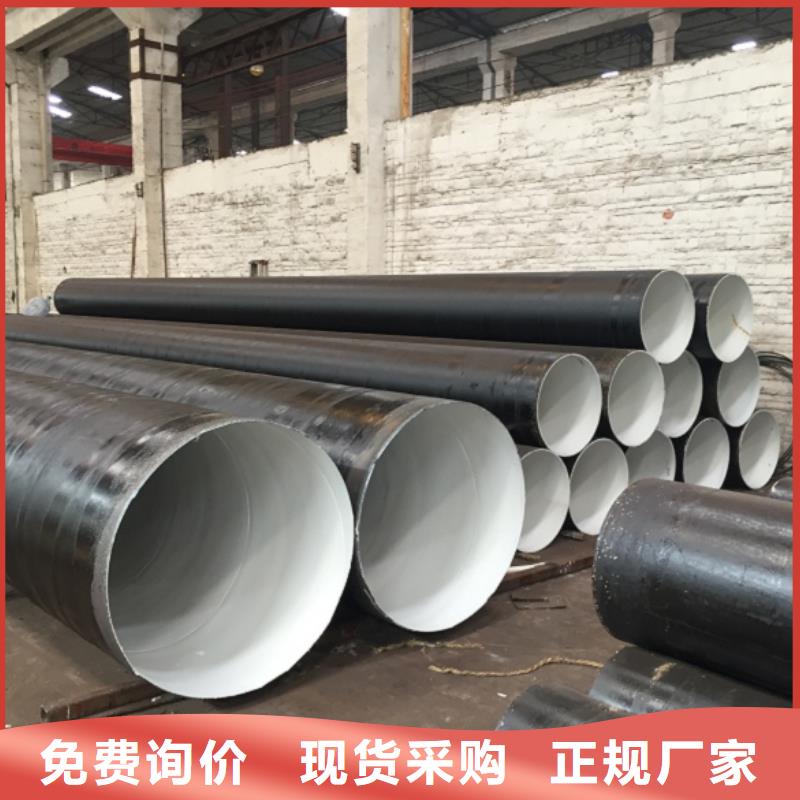
螺旋管是以带钢卷板为原材料,经常温揉捏成型,以主动双丝双面埋弧焊工艺焊接而成的螺旋缝钢管。沧州驰诚管道有限公司是一家专业出产双面埋弧螺旋焊钢管,直缝焊管和防腐保温钢管于一体的大型螺旋钢管厂家,咱们所出产的螺旋钢管承压力强,塑性好,运送率高,遭到各界客户好评。
大口径厚壁螺旋钢管管材的优势,厚壁钢管外表巩固的氧化膜使不锈钢在包含软水在内的一切水质中都具有优异的耐腐蚀性,即便埋地运用也有的耐蚀性,并且还有很好的耐冲蚀功能。螺旋钢管外表受高流速和湍流状的流体冲击,一起遭到磨损和腐蚀的损坏,称为磨损腐蚀。


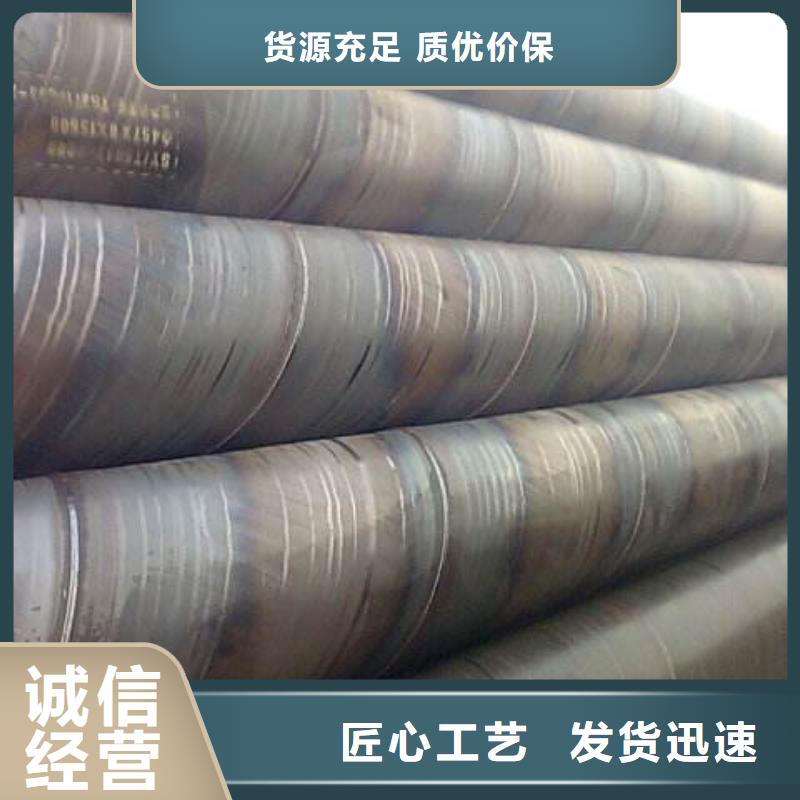
在将管坯的两个边缘加热到焊接温度之后,在压辊的挤压下,形成普通的金属颗粒,使其渗透并结晶,从而后面形成牢固的焊缝。 如果螺旋管的按压力过小,则共晶数变少,焊接金属的强度降低,施加该力后会产生裂纹。 如果按压力太大,熔融金属会从焊缝中挤出。 不仅降低了焊接强度,而且产生了大量的内部和外部毛刺,甚至引起诸如焊缝的缺陷。
使用螺旋钢管的质量要求:立管的垂直安装每米应小于3毫米,水平安装应小于1毫米。支管不得在焊缝处焊接,应避免在弯头处焊缝。焊缝要求平直,焊缝饱满,并且焊缝表面没有烧伤或开裂。



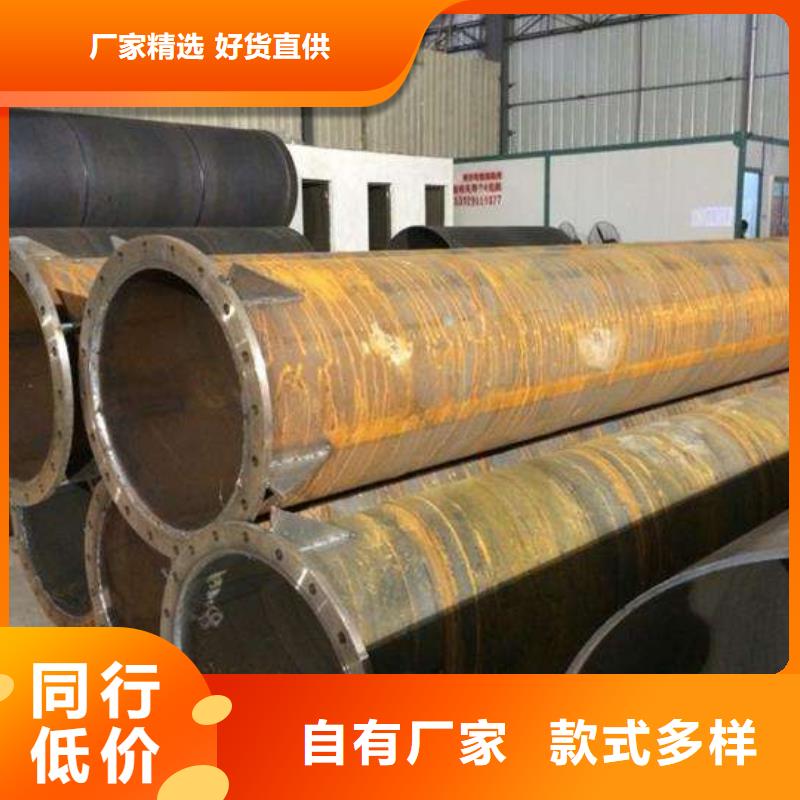
螺旋管的埋弧焊接全进程分析:
埋弧焊是使用电弧热能进行焊接的,与手艺焊条电弧焊不同的是:埋弧焊的焊丝是暴露的,上面没有涂料,埋弧焊确实焊剂是预先铺在待焊处的,埋弧焊焊丝伸入焊剂中,电弧是在焊剂下焚烧的。
焊丝与工件触摸,按下发动按动钮后,焊丝与工件通电的瞬间,焊丝回抽,电弧点燃,焊接小车向前进,焊丝接连下向运送,保持电弧在焊剂层下焚烧,在电弧下方构成焊接熔池。在电弧周围,焊剂熔化构成一个空泛,.这个空泛和熔池不断前进,而熔池后方的金属凝结,构成接连的焊缝。
螺旋焊管厚度偏差范围是与执行标准有一定关系的,目前市场上的螺旋焊管主要执行标准为9711标准和5037标准两种,这两种偏差范围是不一样的。



聚力群达金属材料有限公司主营产品有 河北唐山彩钢瓦,本公司库存量充足,品种齐全,并且可以根据客户要求加工定做。公司历经几年的发展,现已成为行业领先、工艺技术装备水平高、品种规格齐全的射线防护生产销售于一体的企业,并与各大厂商组建联合销售。我公司以“雄厚的技术力量、高品质的产品、合理的价格及周到快捷的服务作为不懈进取的准则;不断的向新老客户提供更好、更新、更的技术支持。诚信为根,质量为本、价格合理是我们的宗旨。聚力群达金属材料有限公司欢迎新老客户来公司参观指导或来电、来函洽淡业务。服务三保:保证质量、保证时间、保证数量服务宗旨:雄厚的实力、优质的产品、低廉的价格、的服务。郑重承诺:保证以优质的质量、良心的价格、完善的服务来答谢新老顾客的信赖!


9711标准:
9711标准也就是我们常说的国标,人们也习惯称为国标螺旋焊管,主要应用于石油天然气等行业,对于直径在508以下的要求偏差范围,是上下12.5%508以上的螺旋焊管是上下10%。
二、河北唐山当地5037标准:
5037标准就是我们常说的部标,也是我们 的标准,然们习惯称为部标螺旋焊管,主要是应用于压力非常小的流体工程,对于直径在508以下的要求偏差范围,是上下12.5%508以上的螺旋焊管是上下10%。
目前很多螺旋管厂家为了便利生产,一般都是按照实际壁厚生产,这一点一定要注意。


