




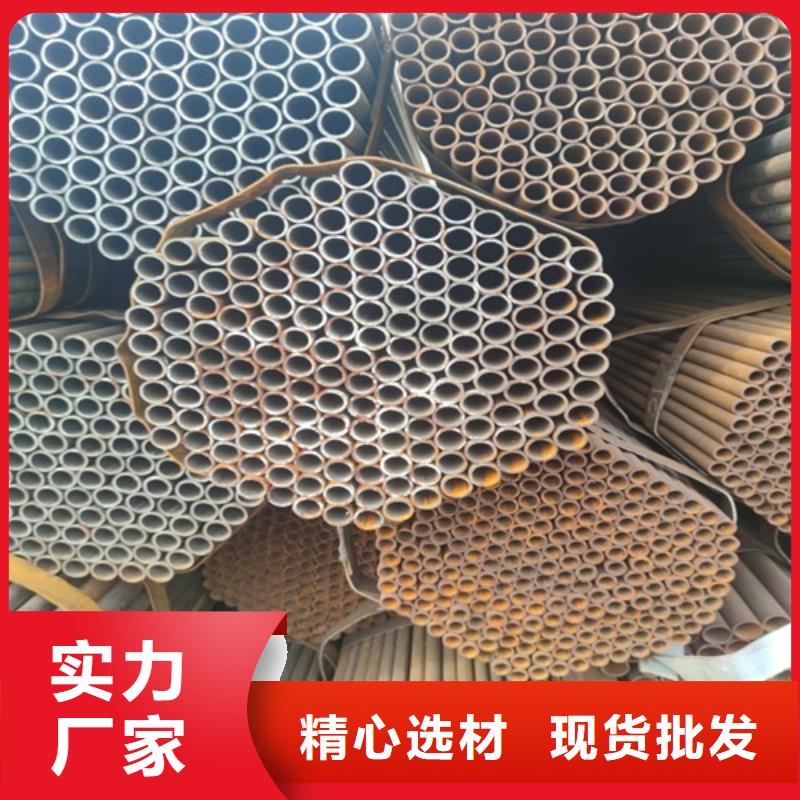
焊管无缝钢管加工定制产品的真实面貌,远比文字描述来得丰富和生动。点击观看我们的视频,让产品自己为您讲述它的故事。
以下是:焊管无缝钢管加工定制的图文介绍
鹏鑫钢铁有限公司供应 四川遂宁无缝钢管,为您提供详细的 四川遂宁无缝钢管产品报价、参数、图片等商品信息,如需进一步了解 四川遂宁无缝钢管,请与我们厂家直接联系,请在联系时说明是在什么地方看到这条商机的,我们将给予您大的优惠。


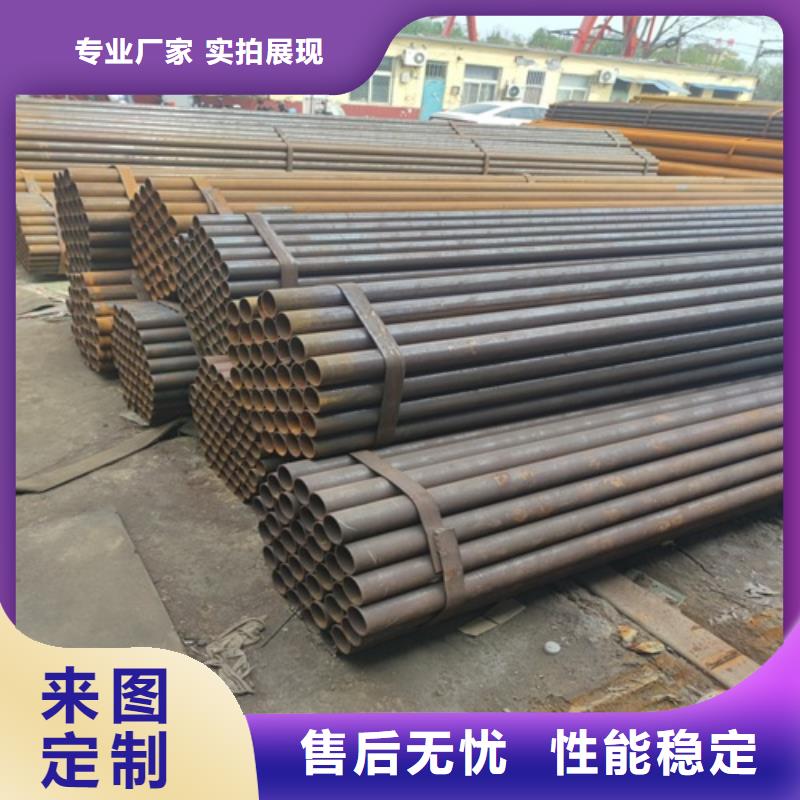
四川遂宁精密焊管的特点工艺及用途 四川遂宁精密焊管是一个广义的概念,根据不同的使用要求有许多不同的个性化质量要求。精密焊管是在一般焊管基础上进一步改进的结果,是焊管产品中的精细产品。 1.四川遂宁精密焊管的主要特点。 几何尺寸,横向壁厚均匀。钢管形状好。椭圆度小。焊缝质量可靠,内毛刺小。外表面光滑。焊缝热处理或保护性气氛热处理后,钢管可达到表面无氧、机械性能稳定、金相组织均匀的效果。其生产成本远低于同类无缝精密钢管,可直接或少量加工,降低设备加工成本。 二、四川遂宁精密焊管的制管工艺。 1四川遂宁精密焊管制管工艺: 四川遂宁精密焊管的生产工艺随生产方式略有差异,但成型焊接部分的生产工艺基本相同,差异仅在后一个工艺中。典型的生产工艺流程如下: 1.1 种生产方式:带钢准备→开卷→矫平→切头尾→焊接→活套储存→成型→焊接→去除毛刺→焊缝热处理→冷却→直径→无损检测→飞剪切断→矫直→切断平头→涡流检测/水压试验→检验包装→成品。 四川遂宁精密焊管主要用于化工、纺织、机械、仪器、航空、汽车等领域。如汽车、摩托车缓冲器、减速器、冷凝器、水箱管道、传动轴、消音器、控制轴、推力制动管、液压缸、气缸、千斤顶、各种输送辊、皮带辊、印刷辊、纺织印染辊、纺织化纤机牵伸管、液压支架管、深井泵管、各种机械光管、电加热器外管、家用电器管道等。



四川遂宁Q345B焊管应从工艺因素上采取以下措施可防止夹渣: 1)采用低氢型碱性焊条。由于药皮含有大量的大理石和氟化钙,使熔渣颗粒比重较小。较大量的氟化钙会使熔渣稀释,流动性得到改善,熔渣的表面张力较大,易于聚结。 2)保证四川遂宁Q345B焊管装配质量。坡口角度与钝边大小应合理选择,并尽量敲到装配间隙均匀。注意清理好坡口处的氧化皮等脏物。 3)正确选择合适的Q345B焊管焊接工艺规范,如电流过小,熔池停留时间短促,熔渣的流动性不好来不及浮出就造成夹渣。电流过大又会使药皮发红脱落,造成大块夹渣。焊条不希望作大幅度的横向摆动。焊缝接头处的药皮应提前打好再接头,以避免接头夹渣。



四川遂宁Q235B螺旋焊管钢材指的是一种低碳钢,其中Q指的是钢材的屈服点,数字代表其屈服点的数值,B指的钢材的质量等级。Q235B钢材是我国使用比较多的一种钢材,化学成分主要是碳、硅、锰、铬、镍、铜等。Q235B焊管钢材具有一定的伸长率和强度,韧性和铸造性都比较好,因此比较容易冲压和焊接,并且Q235B钢材的价格还比较便宜。因此在许多地方都有一定的应用,比如机械零件制造、建筑桥梁的焊接构件等。由Q+数字+质量等级符号+脱氧方法符号组成。它的钢号冠以“Q”,代表钢材的屈服点,后面的数字表示屈服点数值,单位是MPa例如Q235表示屈服点(σs)为235MPa的碳素结构钢。②必要时钢号后面可标出表示质量等级和脱氧方法的符号。
四川遂宁螺旋焊管是将低碳碳素结构钢或低合金结构钢钢带按一定的螺旋线的角度(叫成型角)卷成管坯,然后将管缝焊接起来制成,它可以用较窄的带钢生产大直径的钢管。其规格用外径*壁厚表示,焊管应保证水压试验、焊缝的抗拉强度和冷弯性能要符合规定。螺旋焊管生产厂家应持有颁发的工业产品生产许可证。许可证制度要求螺旋焊管的生产厂家首先应通过认定的检定机构的审查考核,具备相应的生产手段、检验设备,体系运行良好有效,产品应符合标准的等级和质量规范的要求,经工业产品生产许可证办公室确认后发证。所以螺旋焊管生产厂家均有较为完善的体系和质量控制的运作程序。由于热轧卷板的材质技术性能和生产技术工艺要求较高,故一方面国内符合标准的生产厂家比钢板生产厂家要少。



小口径焊管酸洗钝化的步骤: 1、准备工作 2、化学除油,化学除油采用槽内浸泡方式,除油槽用钢板制作,内壁铺PVC或聚乙烯。小口径焊管在槽内浸泡时,应注意放置的位置,避免管内存留空气。浸泡过程中应上下前后移动或翻动管件,使内腔溶液不断更换,以提果。必要时取出管件,用水气冲洗后再进行浸泡。 3、热水漂洗,除油后的焊管从除油槽内取出,浸泡在40℃~60℃左右的热水槽内漂洗,时间5~20分钟,热水槽用钢板制作,内壁铺PVC或聚乙烯。水中氯离子含量小于25ppm。 4、用水冲洗,水漂洗过的管件用压力水(压力P≥0.1Mpa)进行冲洗。 5、钝化 6、干燥 经过钝化的管件,要抓紧用洁净的压缩空气或氮气吹干,并且必须有足够的时间(至少2小时)使之在空气中自然钝化。 7、检验 管件经钝化后,应进行自检、互检,然后提交质检员按要求进行验收。 8、保护 1) 如外表面需要进行油漆的焊管,则按照涂装要求进行。 2) 检验合格后的管件用塑料塞封口,用三防布进行包扎保护,并进行标识。
