

为您精心制作的PE给水管_格栅管拥有核心技术优势产品视频已准备就绪,展示产品的各项功能和特点。请您抽出片刻时间观看,相信一定会给您带来意想不到的惊喜。
以下是:PE给水管_格栅管拥有核心技术优势的图文介绍

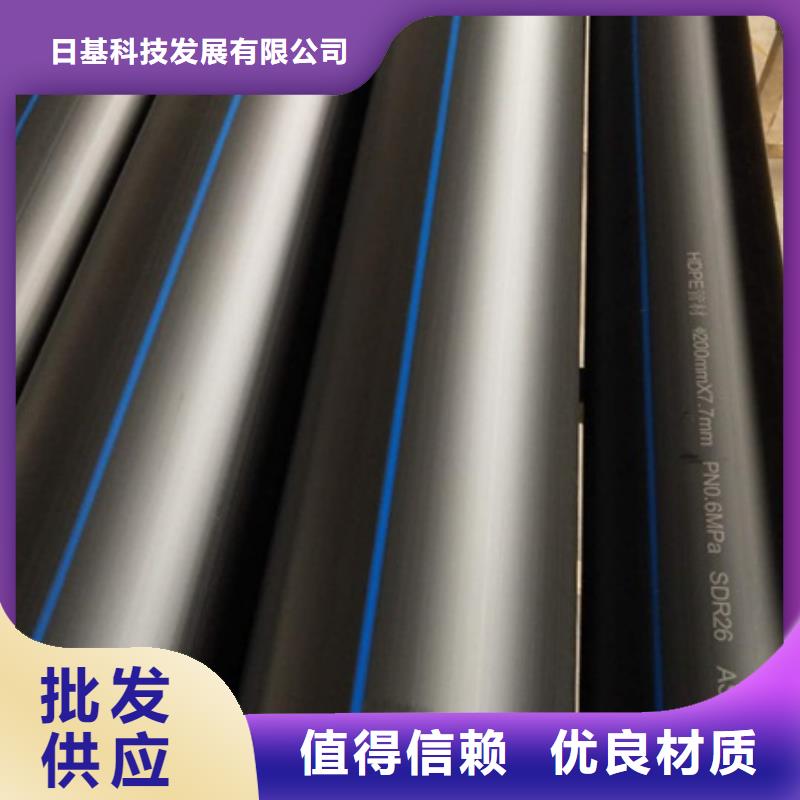
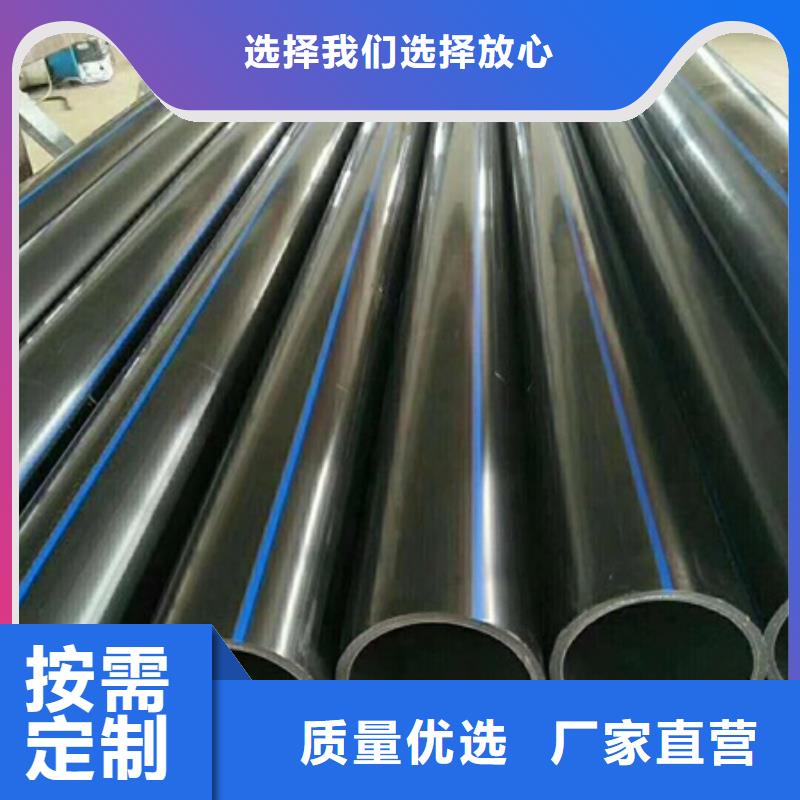
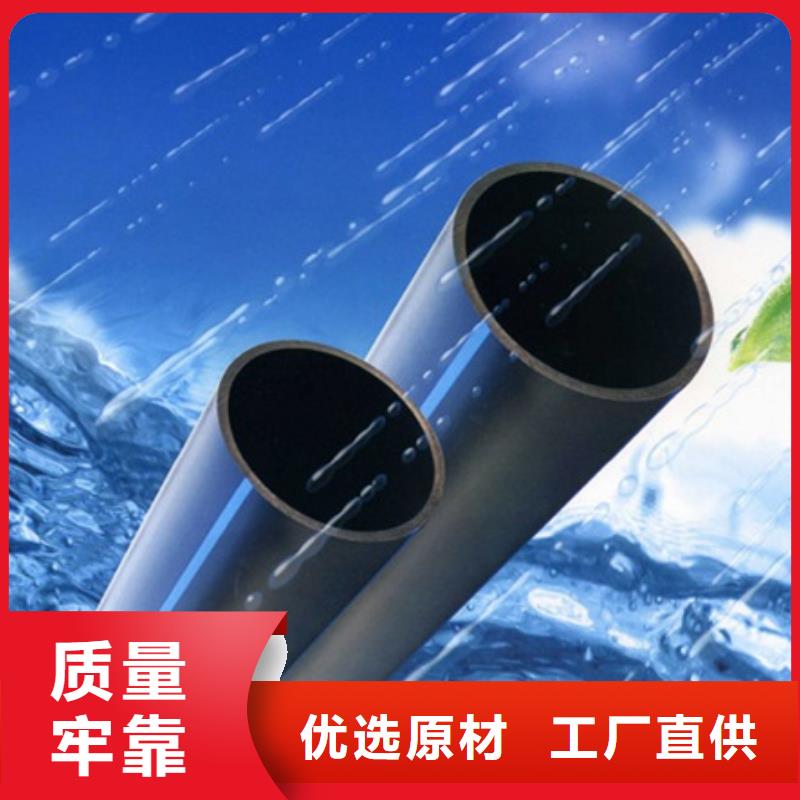
深圳格栅管
日基科技发展有限公司
深圳格栅管的图文介绍
严选用料质优价廉

诚信商家不会出售劣质产品,主营产品 广东深圳格栅管。公司可接大批量订单直接让利给消费者。品质保障:做工材质均选用优良材料,每道工序都严格准确把控。工艺精良:产品都是厂家生产严格按照标准执行,直供货源物,物美价廉。贴心服务生产、加工、销售、售后一条龙服务,严苛质检和效果测试,确保使用无忧。




产品实拍图
PRODUCT REAL SHOT DISPLAY


安装流程
同时加热管材、管件,然后承插(承插到位后待片刻松手,在加热、承插、冷却过程中禁止扭动;将热熔机模头加温至20左右;用管剪根据安装需要将管材剪断;自然冷却在管材待承插深度处标记号;施工完毕经试验压验收合格后投入使用材料准备:将管道或管件置于平坦位置,放于对接机上,留足10-20mm的切削余量。切削:切削所焊管段、管件端面杂质和氧化层,保证两对接端面平整、光洁、无杂质。对中:两焊管段端面要完全对中,错边越小越好,错边不能超过壁厚的10%。否则,将影响对接质量。加热:对接温度一般在210-230℃之间为宜,加热板加热时间冬夏有别,以两端面熔融长度为1-2mm为佳。熔融对接:是焊接的关键,对接过程应始终处于熔融压力下进行,卷边宽度以2-4mm为宜。冷却:保持对接压力不变,让接口缓慢冷却,冷却时间长短以手摸卷边生硬,感觉不到热为准。对接完成:冷却好后松开卡瓦,移开对接机,重新准备下一接口连接。