




纵横机械制造有限公司坐落于空港产业集聚区。本公司主营产品 陕西商洛钢衬塑复合管。在新的世纪,我公司将秉持“以人为本,追求品质”的企业精神,不断进取,勇于创新,在全球经济一体化的大潮中,向更高的目标迈进!我们热忱欢迎各界朋友惠顾、合作,为了共同的事业携手并进,共创辉煌。我们坚持“诚信为本,信誉*上,服务用户,回报社会”的原则,建设以管理为基础,以用户为核心,以科技为先导,以改进为动力的质量、信誉型企业。期待您的合作。本厂一贯倡导“科技为先开拓创新”的经营理念,重视产品的开发。


衬胶管皮带头尾轮衬胶、矿浆输送管道的衬胶、旋流器分配器及沉砂槽衬胶、浮选机槽体衬胶、磁选机筒体衬胶、沉淀池槽体衬胶、以及其它漏斗、料仓耐磨衬胶等。
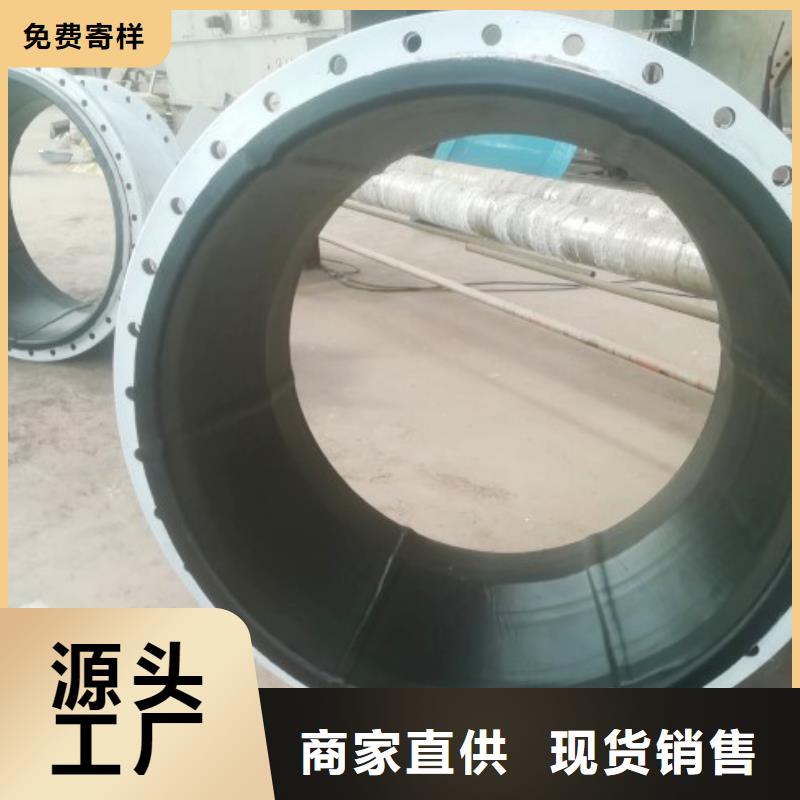
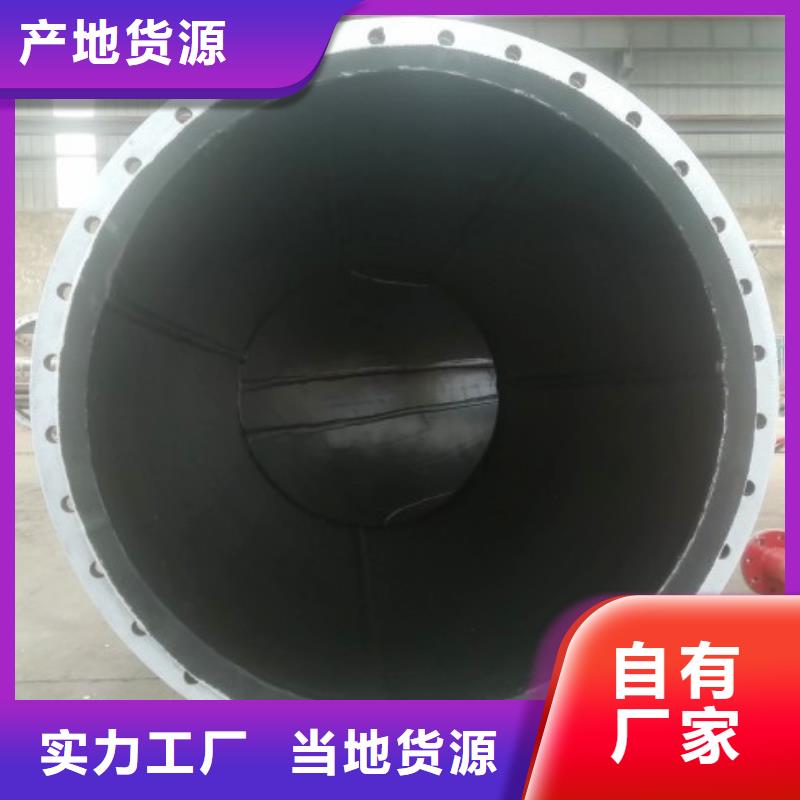
衬胶管用于矿山原矿、精矿、尾矿矿浆输送管路,燃煤电厂输灰管路,化工系统中带有固体颗粒的液体输送管路,适用于酸碱盐油,固体、粉体、气体、液体输送环境。衬胶管衬胶层采用耐温性能优异的丁基橡胶、三元乙丙胶、氯磺化聚乙烯氟橡胶等,管道可在140℃的腐蚀环境下连续工作。衬胶管的接头方式有多种,施工中灵活选择接头方式,能提高工程的进度。
衬胶管是绝缘体,绝缘性能好,可地应用于电线路密集区和多雷区。钢管、铸铁管表面极易生锈,对输送介质会产生污染,因而,常需对其表面进行特殊防锈、除锈处理;衬胶管由于是由非金属材料制成,表面不会生锈,无需处理,不会污染水质。衬胶管内壁洁净光滑,难以被海水或污水中各种生物污染蛀蚀。
衬胶管道工艺流程:
设备及管件需喷砂除锈达到Sa2.5级,用压缩空气吹净表面浮尘,然后涂刷一遍底胶浆。
设备缺陷处理→二次胶浆涂刷→三次胶浆涂刷贴衬→中间检查→硫化→成品检查→成品→修理
洛阳纵横机械制造有限公司专注从事脱硫衬胶管道,衬塑管道,脱硫管道,衬胶钢管,衬塑钢管的研发和生产,专业为客户提供优质的耐磨防腐管道产品及技术服务。公司多年逐步发展为大型高新技术企业,专业生产衬塑管道,衬胶钢管,衬胶管道,耐磨衬胶管道,脱硫衬胶管道及各种防腐耐磨管件.质量可靠,性价比高。



衬胶管道制造过程控制及技术要求
1)衬胶工艺要求:
TROTOP衬胶复合管的制造工艺要求:
钢橡复合管和管件应采用挤出无缝胶管、气囊吹胀法复合并且是高压蒸汽热硫化工艺制造。
2)下料组焊
根据买方盖章图纸要求的长度,及生产工艺切割钢管;
a、点焊法兰
点焊注意法兰与钢管垂直。
b、焊接:
待质检人员检查合格后在二保自动焊接机上进行焊接,保证贴衬焊缝表面无焊接裂纹、气孔、未焊透、咬边、夹渣、飞溅、弧坑、焊瘤等缺陷,所有焊缝采用双面焊全焊透,所有焊接密闭间隙开设排气孔,超声波检测(UT) ,X射线照相检测(RT)5%,压力试验。
焊接执行API 1104,超声波检测符合GB11345-2013, GB 50184-2011 标准规定。
c、加长
对于需焊接接长的管件,管内外焊缝表面均应打磨光滑。 对焊缝外观进行检查,不得存在裂纹、咬边、气孔等危害性缺陷。
d、打磨:
拐角处圆滑过度,圆角半径符合技术规格书和图纸要求,凸面圆角半径大于等于5mm,凹角面大于8mm。
3)表面处理
a、使用压缩空气前
分离器下游的空气质量必须通过将空气吹入干净的白色吸墨纸或布两分钟来测试其是否被污染、油污或受潮。测试应当在每班开始和结束时进行并且间隔不超过4 小时。同时应当在空压机作业后进行测试。只有测试显示肉眼看不到压缩空气中没有污物、油或水汽时才可以使用。如果有污染的迹象,应对空压机进行检修并且按照上面的描述重新检查空气质量。
b、露点控制:
表面温度 至少应保持在高于露点3oC,并且不超过相对湿度。如果由于外界环境的影响,不保持在此环境下会有风险,那就要使用去湿设备或者加热设备。
c、喷砂
碳钢衬胶基体表面处理等级达到Sa2.5。即:喷砂至金属白色,完全氧化皮、锈及其它杂质,残留仅为斑点或条纹阴影,磨料、积灰。粗糙度必须符合基体表面粗糙度的要求粗糙度RZ≥60μm。
d、脱脂、清洗:
表面进行处理后,应将钢管表面附着的灰尘及磨料清理干净,用甲苯或汽油清洗。
e、涂刷底漆:
脱脂后立即涂刷西邦粘接剂。先刷底胶,待干燥后再刷面胶,待干燥后两头封好,存放在指定地点待用。从表面处理完毕至完成外表面粘接剂的间隔时间,长不应超过24h。



