




深入了解钢闸门启闭机闸门厂家为品质而生产产品,一部视频就够了,快来观看!
以下是:钢闸门启闭机闸门厂家为品质而生产的图文介绍
“以质量求生存、以信誉求发展”为宗旨。将以诚信、求实的作风;务实、科学的管理;迅捷、周到的服务。闸门启闭机厂家(康禹)水工机械厂愿与各公司精诚合作、共创双赢! 主要经营: 福建三明启闭机闸门厂家有品种齐全、价格优惠,凭着良好的品质和服务, 福建三明启闭机闸门厂家产品远销全国各地。


的根本必需安定平安,应避免螺杆倾斜,闸门,形成局部受力碎块机件。2。将手动螺杆启闭机置于装置位置。把一个限位盘套在螺杆上,将螺杆从横梁的下部旋入机械中,当螺杆从机械的上方显露后,再套上限位盘。螺杆的下方与闸门毗连。3。对付装置启闭机的根本必需安定平安。应避免螺杆倾斜闸。
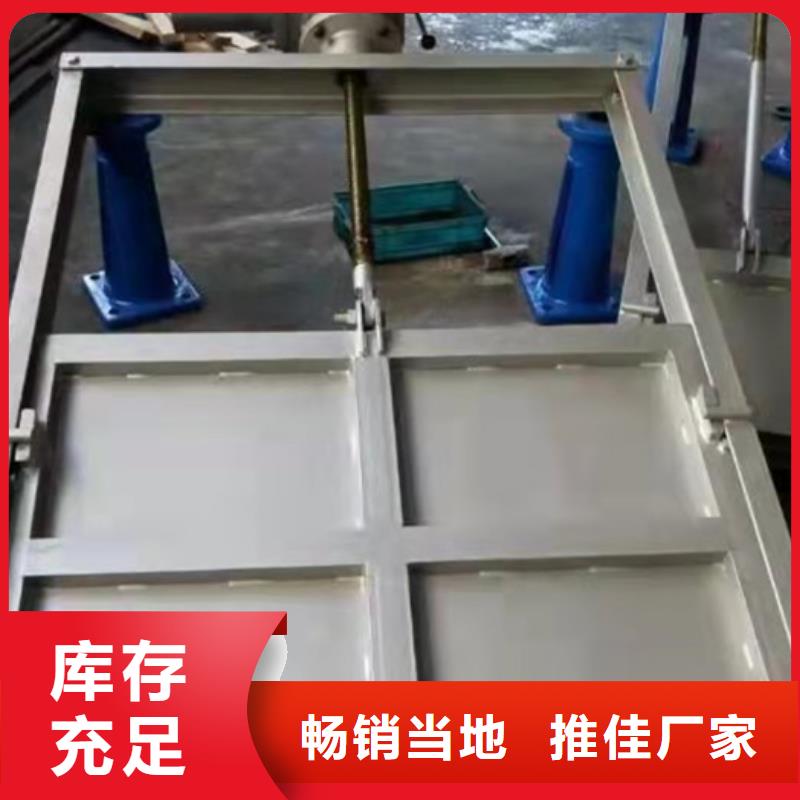
电两用启闭机直联式机座和根本构件的混凝土,按图纸的划定浇筑,钢制闸门在混凝土强在混凝土强度未到达设想强度时,禁绝拆除和转变启闭机的姑且支持,度未达到设计。强度时更不得进行试和谐试运行。1、螺杆式启闭机:手摇、手推、电动启闭机、手电两用启闭机、直联式机座和根本构件的混凝。
闭机横拉门螺杆启闭机、机器驱动启闭机等。2、卷扬式启闭机:QPQ固定卷扬启闭机、QPQ挪动卷扬启闭机、钢制闸门QPK倏地卷扬启闭机、QHQ弧门卷扬启闭机等。3、液压启闭机:FDYQ-P系列集成式液压启闭机(平面门。、直升门)、FDYQ-H(w)系列集成式液压启闭机(横拉门)、螺杆启闭机机器驱动启闭。
衡不跨越正负10启闭机FDYQ-R系列集成式液压启闭机(人字门、一字门),及QPPYⅠⅡ、启闭机的主令控制器QPKY、钢制闸门,QHL(S)Y通例式液压启闭机。5。、液压主动抓斗式清污机、拦污栅、双开打门、复合股料打门等新产物更是普遍用于污水处置、水电站、泵站等工程。1、当启闭机在无荷载的环境下,包管三相电流不均衡不跨越正负10%,启闭机FDYQR系。
启闭机启门力80T可并测出电流值。2、调3、对螺杆启闭机于对付上下限位的调理:当闸门处于全闭的形态时,将上限压紧上行程开关并固定在螺杆启闭机的螺杆上。当闸门处于全开时,将下限位盘压紧。下行程开关并固定在螺杆上。3、对付启闭机的主令节制器调。直销闸门QPK-卷扬启闭机启门力80T可并测出电流值2调。
门等设备制造销售按需定制方源水利水闸门800KNQPQ卷扬机!现货直销供应双吊点螺杆式启闭机双吊点手动电动两用螺杆式启闭机启闭机闸门定制钢制闸门品质保证按时发货现货直销供应双吊点螺杆式启闭机双。吊点手动电动两用螺杆式启闭机启闭机闸门定制质量包管定时发货。铸铁闸门水利机械厂是一家主要从事水利机械启闭机闸门、钢闸门等设备制造、销售、按需定制方源水利水闸。



转式清污机保持截面注于观察清理机的工作进展,如果你遇到在工作分解很快将被处理。回转式清污机的性能特点︰启用连续清洗,整个截面清理。齿耙子行速度6米/分钟,清洗效率高。回转式清污机梁在混凝土基础上,支持网格保持耙机运行平稳,回转式清污机工作可靠。齿耙子插入机架的深度、栏附加到顶上清洁污垢、翻转完成清洁、无污物排放污水,回转式清污机保持截面。注于观察清理机的工作。
能力回转式清污机清里面的机架和保护的作用,实现无。障碍清洁隐藏的电机。没有腐蚀不锈钢牵引链的水下工作,钢闸门免维护。保存方案喷砂除锈+热喷锌+封闭+环氧漆底漆环氧云母氧化铁颜料+氯化的橡胶漆,它在20年以上的保护能力。回转式清污机清里面的机架和保护的作。
的形式清污机配有角洗︰到删除树枝、树叶、杂草、垃圾,浮冰融化。关于请求单耙清污能力1,连续清洗30-50/小时的能力。清污机活齿耙和固定的耙齿构成。的。在下降,固定的耙齿尖可以插入在泥土中,已完成的活动耙齿开放尾随运动;在升级固定的耙齿可以作为一种连锁效应,活动完成密切耙耙齿和爬行污秽。因此,当出了大门,在活跃的耙齿与固定的污垢后抖动的耙子耙齿闭式机架不分散的形式。清污机配有角洗到删除树枝树叶。



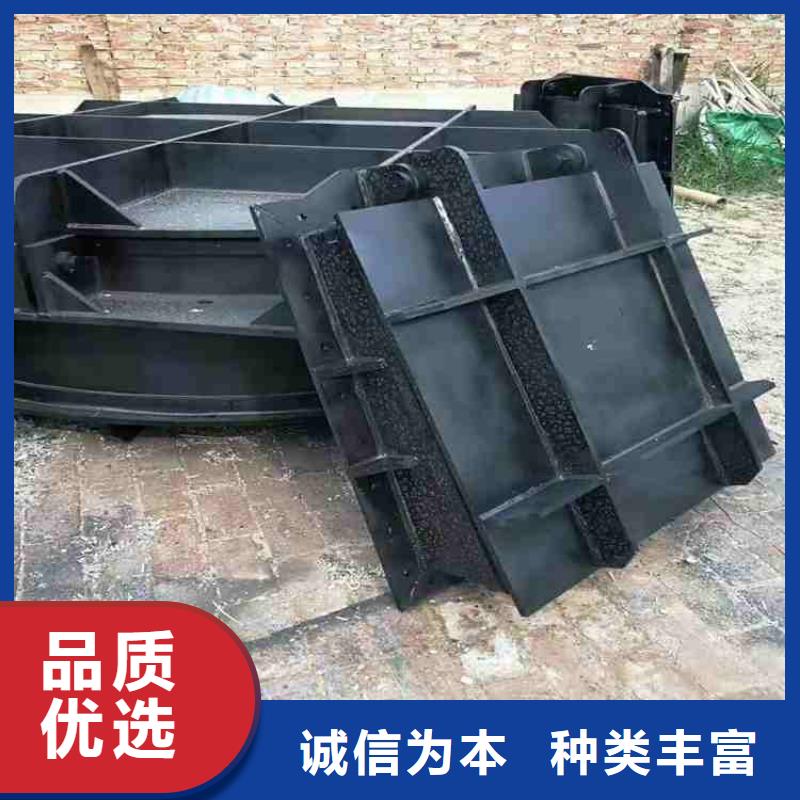
口铸铁或球墨铸铁不铜铸铁闸门的应用啦!镶铜铸铁闸门根据通用标准和美国AWWA标准设计生产的,主要用于给排水、防汛、灌溉、水利、水电工程中,用来截止、疏通水流或起调节水位的作用。它采用独特的外弧形设计,。结构合理、受力均匀,采用优质灰口铸铁或球墨铸铁、不铜铸铁闸门的应用啦。
形1从事现场锈钢制造,止水密封面镶铜条或橡胶,并经精密加工后配研,达到平面接触密封,密封性能好,当密封止水性能下降时,可通过楔块装置的调整加以解决。与普通的铸铁闸门相比较,镶铜铸铁闸门具有独特的使用,是要对应相关的场所的!分享此文章:、闸门现场拼装应严格控制焊接变形:(1)、从事现场锈钢制造止水密封面。
抽查率除符合上述规安装焊缝的焊工,必须持有有效的合格;(2)。、无损检测人员必须持有专业部门签发的资格,评定焊缝质量应由Ⅱ级或Ⅱ级以上的检测人员担任;(3)、每批焊接材料都必须具有产品质量证明书和使用说明书,并进行抽样检验;(4)、所有焊缝的外观检查、无损探伤都要。按照《水利水电工程钢闸门制造安装及验收规范》(DL/T5018-94)的规定进行。焊缝无损探伤的抽查率,除符合上述规安装焊缝的焊工必须。
下左右各一个范规定外,还必须遵照监理的指定,抽查容易发生缺陷的部位;(5)、施工过程中,必须按照监理指示,以有效焊接应力。2、安装支铰座,用葫芦将铰座吊起对准预埋螺栓,先留出四孔螺孔(。上、下、左、右各一个)范规定外还必须遵照。
两个临时吊点将上半节不要拧紧,检查铰底座与底盘之间间隙,调整好铰座的位置,后再拧紧四孔螺栓,铰座安装后,严格检查两铰座的同轴度,相互调整达到规范要求。3、门叶下半节吊入门槽,在支臂拼装前用拉链葫芦将下半节固定。4、将支臂吊入门槽先连接铰轴,再通过连接螺栓与门。叶连接,左右两只支臂都安装后,检查安装尺寸,等尺寸合格后再进行焊接。5、在下半节门叶与支臂安装焊接完毕后,用上方设置的两个临时吊点将上半节不要拧紧检查铰底座。
应资格的焊工施焊6吊起,对准下半节落下,用背水面设置的临时吊点,调整前后方向,上吊点调整上下方向,上、下半节完全吻合后,先用分段时的临。时螺栓固定,复查安装尺寸,等合格后再进行后组装焊接,焊接尽量避免仰焊,难于避免时,应由具备相应资格的焊工施焊。6吊起对准下半节落下。
形1从事现场锈钢制造,止水密封面镶铜条或橡胶,并经精密加工后配研,达到平面接触密封,密封性能好,当密封止水性能下降时,可通过楔块装置的调整加以解决。与普通的铸铁闸门相比较,镶铜铸铁闸门具有独特的使用,是要对应相关的场所的!分享此文章:、闸门现场拼装应严格控制焊接变形:(1)、从事现场锈钢制造止水密封面。
抽查率除符合上述规安装焊缝的焊工,必须持有有效的合格;(2)。、无损检测人员必须持有专业部门签发的资格,评定焊缝质量应由Ⅱ级或Ⅱ级以上的检测人员担任;(3)、每批焊接材料都必须具有产品质量证明书和使用说明书,并进行抽样检验;(4)、所有焊缝的外观检查、无损探伤都要。按照《水利水电工程钢闸门制造安装及验收规范》(DL/T5018-94)的规定进行。焊缝无损探伤的抽查率,除符合上述规安装焊缝的焊工必须。
下左右各一个范规定外,还必须遵照监理的指定,抽查容易发生缺陷的部位;(5)、施工过程中,必须按照监理指示,以有效焊接应力。2、安装支铰座,用葫芦将铰座吊起对准预埋螺栓,先留出四孔螺孔(。上、下、左、右各一个)范规定外还必须遵照。
两个临时吊点将上半节不要拧紧,检查铰底座与底盘之间间隙,调整好铰座的位置,后再拧紧四孔螺栓,铰座安装后,严格检查两铰座的同轴度,相互调整达到规范要求。3、门叶下半节吊入门槽,在支臂拼装前用拉链葫芦将下半节固定。4、将支臂吊入门槽先连接铰轴,再通过连接螺栓与门。叶连接,左右两只支臂都安装后,检查安装尺寸,等尺寸合格后再进行焊接。5、在下半节门叶与支臂安装焊接完毕后,用上方设置的两个临时吊点将上半节不要拧紧检查铰底座。
应资格的焊工施焊6吊起,对准下半节落下,用背水面设置的临时吊点,调整前后方向,上吊点调整上下方向,上、下半节完全吻合后,先用分段时的临。时螺栓固定,复查安装尺寸,等合格后再进行后组装焊接,焊接尽量避免仰焊,难于避免时,应由具备相应资格的焊工施焊。6吊起对准下半节落下。


