



想知道无缝钢管精轧螺纹钢一致好评产品产品在实际使用中的表现吗?我们的现场实拍视频将为您展示产品的实际应用场景,让您亲身感受其优点和特点。
以下是:无缝钢管精轧螺纹钢一致好评产品的图文介绍
黑方管
万弗莱钢有限公司(曲靖分公司)


黑方管的详细介绍
商家 就近发货

试验方案 拉伸试验 弯曲试验 冲击韧性试验aky(J/cm2)
抗拉强度δb/Mpa 断裂部位 弯曲角度 面弯 背弯 焊缝 熔合线 热影响区(HAZ)
方案Ⅰ 550/530 母材 50。 合格 合格 84.8 162 135.6
方案Ⅱ 525/520 母材 50。 合格 合格 79.4 109.2 96.7
15CrMo焊接工艺
2.1 焊接材料
针对15CrMo钢的焊接性及现场高压管道的工作特点,根据以往的经验,参照国外提供的焊接工艺卡,我们选择了两种方案进行焊接试验。
方案Ⅰ:焊接预热,采用ER80S-B2L焊丝,T1G焊打底,E8018-B2焊条,焊条电弧焊盖面,焊后进行局部热处理。
方案Ⅱ:采用ER80S-B2L焊丝,T1G焊打底,E309Mo-16焊条,焊条填充电弧焊盖面,焊后不进行热处理。焊丝和焊条的化学成分及力学性能见表1。
表1 焊接材料的化学成分和力学性能
型号 C Mn Si Cr Ni Mo S P δb/Mpa δ,%
ER80S-B2L≤0.05 0.70.41.2 <0.20.5 ≤0.025 ≤0.025 ≤500 25
E8018-B2 0.070.7 0.3 1.1 0.5 ≤0.04 ≤0.03 550 19
E309Mo-16≤0.12 0.5~2.5 0.9 22.0~25.0 12.0~14.0 2.0~3.0≤0.025≤0.035 550 25
2.2 焊前准备
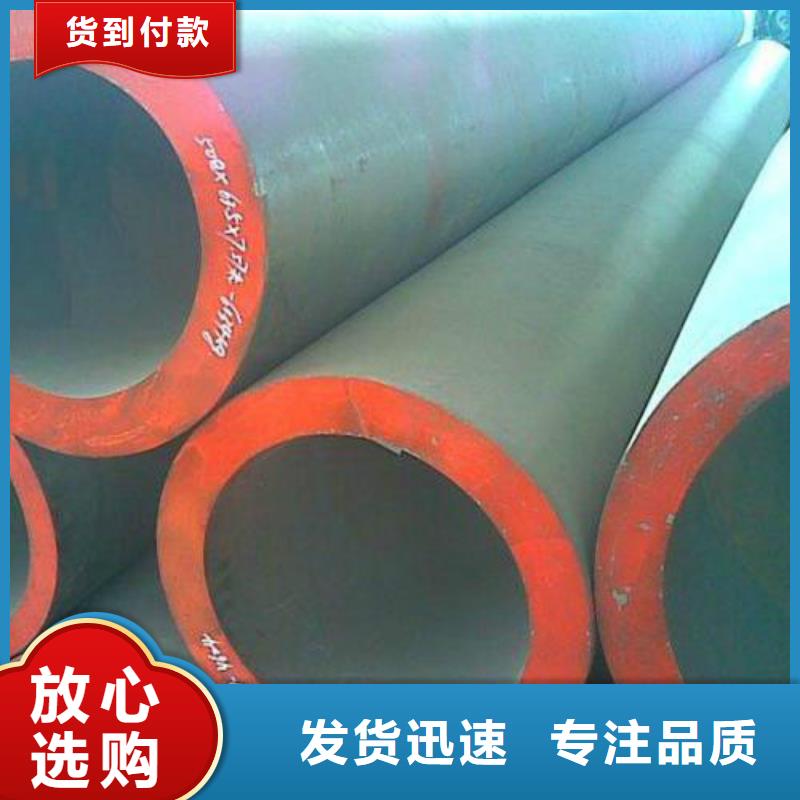
试件采用15CrMoG无缝钢管,规格为φ325×25,坡口型式及尺寸见图1。
焊前用角向磨光机将坡口内外及坡口边缘50mm范围内打磨至露出金属光泽,然后用丙酮清洗干净。
试件为水平固定位置,对口间隙为4mm,采用手工钨极氩弧焊沿园周均匀点焊六处,每处点固长度应不小于20mm。焊条按表2的规范进行烘烤。
表2 焊条烘烤规范
抗拉强度δb/Mpa 断裂部位 弯曲角度 面弯 背弯 焊缝 熔合线 热影响区(HAZ)
方案Ⅰ 550/530 母材 50。 合格 合格 84.8 162 135.6
方案Ⅱ 525/520 母材 50。 合格 合格 79.4 109.2 96.7
15CrMo焊接工艺
2.1 焊接材料
针对15CrMo钢的焊接性及现场高压管道的工作特点,根据以往的经验,参照国外提供的焊接工艺卡,我们选择了两种方案进行焊接试验。
方案Ⅰ:焊接预热,采用ER80S-B2L焊丝,T1G焊打底,E8018-B2焊条,焊条电弧焊盖面,焊后进行局部热处理。
方案Ⅱ:采用ER80S-B2L焊丝,T1G焊打底,E309Mo-16焊条,焊条填充电弧焊盖面,焊后不进行热处理。焊丝和焊条的化学成分及力学性能见表1。
表1 焊接材料的化学成分和力学性能
型号 C Mn Si Cr Ni Mo S P δb/Mpa δ,%
ER80S-B2L≤0.05 0.70.41.2 <0.20.5 ≤0.025 ≤0.025 ≤500 25
E8018-B2 0.070.7 0.3 1.1 0.5 ≤0.04 ≤0.03 550 19
E309Mo-16≤0.12 0.5~2.5 0.9 22.0~25.0 12.0~14.0 2.0~3.0≤0.025≤0.035 550 25
2.2 焊前准备
试件采用15CrMoG无缝钢管,规格为φ325×25,坡口型式及尺寸见图1。
焊前用角向磨光机将坡口内外及坡口边缘50mm范围内打磨至露出金属光泽,然后用丙酮清洗干净。
试件为水平固定位置,对口间隙为4mm,采用手工钨极氩弧焊沿园周均匀点焊六处,每处点固长度应不小于20mm。焊条按表2的规范进行烘烤。
表2 焊条烘烤规范
产品细节

黑方管产品生产注重细节,精心选择原材料,精湛的黑方管生产流程

黑方管每道工序把关到位,多年黑方管行业经验生产效率高

黑方管源头厂家,出厂价直接给到客户,经久耐用,性能稳定
产品实拍图



企业介绍

万弗莱钢有限公司(曲靖分公司)是【黑方管】产品专业生产加工的厂家,公司总部设在大邱庄开发区,万弗莱钢有限公司(曲靖分公司)拥有完整、科学的质量管理体系。万弗莱钢有限公司(曲靖分公司)的诚信、实力和【黑方管】产品质量获得业界的认可。欢迎各界朋友莅临我厂参观、指导和业务洽谈。
售后服务