



我们的现场实拍视频将带您走进珩磨管油缸管核心技术产品的世界,产品视频细节之美一览无余!
以下是:珩磨管油缸管核心技术的图文介绍

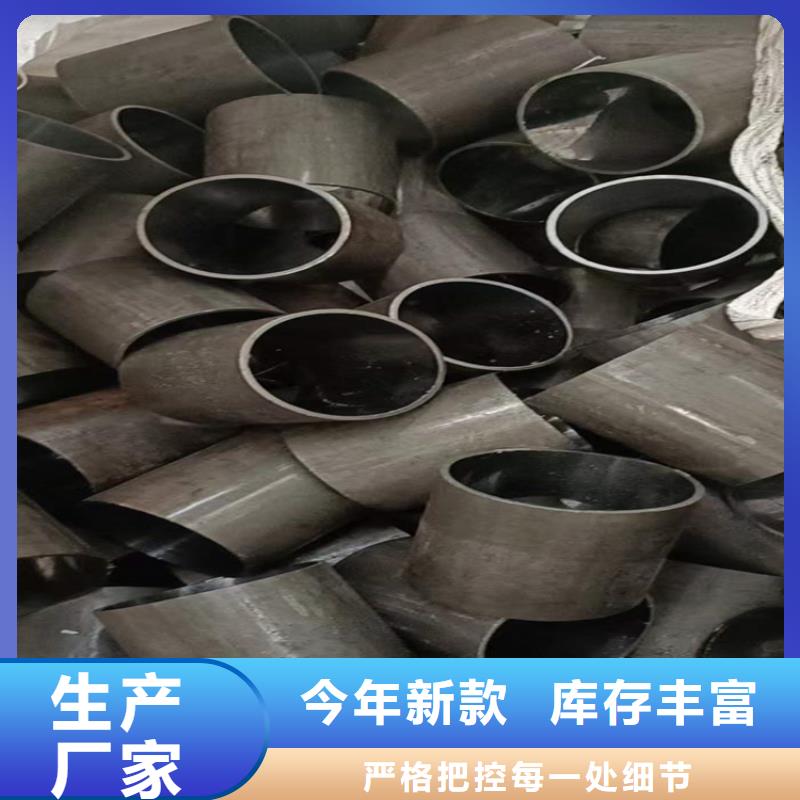
不管是冷拔过程中还是热处理过程中,影响其性能和质量的因素都比较多,所以对加工工艺和热处理工艺的研究是非常有必要的。珩磨管生产特点的简单介绍珩磨管的生产工序比较多,从材料的投入到成品的成型,需要经过多次的冷变形。不仅如此,整个过程中还包含多个由准备工序和变形工序组成的生产循环,循环往复,使得珩磨管的生产周期比较长,而且材料消耗也比较大。由于珩磨管的加工设备多数为单体布置的,因此整个过程属于间断性生产,由此可以看出,珩磨管生产的特点是管料在冷变形之前和一直到累积冷变形量达到了一定程度后,为了加工硬化及其他需要在继续冷变形之前,都要进行一系列准备工作。为了保证产品品质,必须对管料进行仔细检查;对成型后的珩磨管,检查也是不可缺少的作业环节之一,确保其表面质量、尺寸、性能等都符合标准。


珩磨管的布置要求珩磨管有别于普通的管材,因此不管是它的加工方式,还是管路布置,都有特殊的要求。围绕着这两方面的内容进行详细的描述,以便于使珩磨管的功效得到充分的发挥。珩磨管实质上是一种经过特殊处理的高精密无缝钢管,其良好的性能使得它在各个领域中都有不错的使用效果。珩磨管在布置的时候,不管是排列还是走向都应该整齐一致,而且应层次分明。尽量采用水平或垂直的方式进行布置,而且在平行度和垂直度等方面也有严格的规定。珩磨管的切割也比较降低,如果直径是大于50mm的话,好是采用机械加工方法切割,确保管子切割面的平整,不能有毛刺、氧化皮、熔渣等缺陷存在。



九冶管业有限公司占地3000多平方米,专业生产各类 贵州黔南油缸管 为主的厂家。 累积十多年 贵州黔南油缸管制造经验,以人为本,有一批专业生产人才,员 工300多人,其中技术人员50多人,拥有配套设备和生产技术!


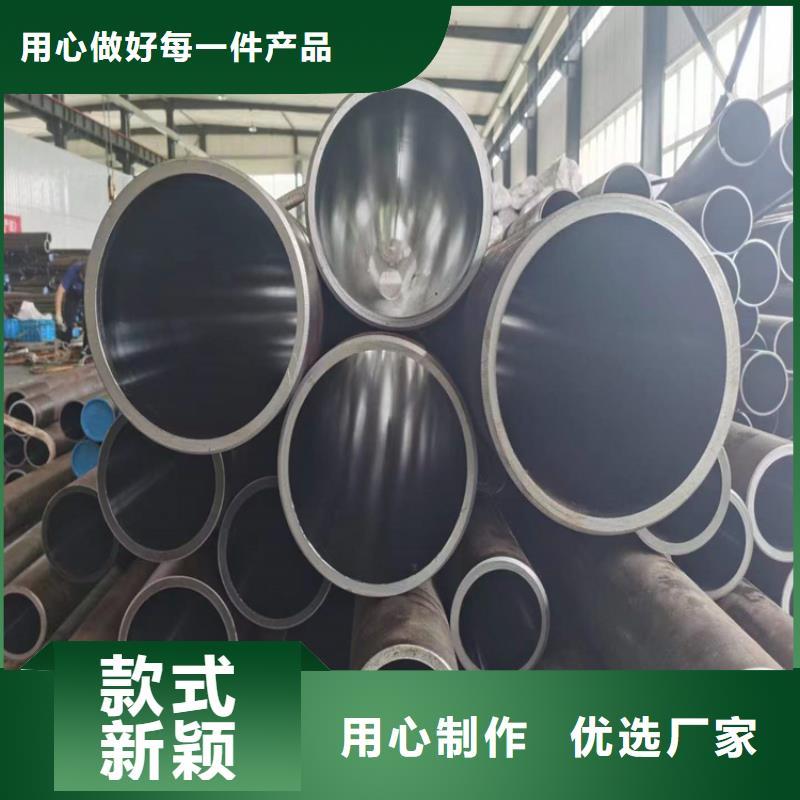
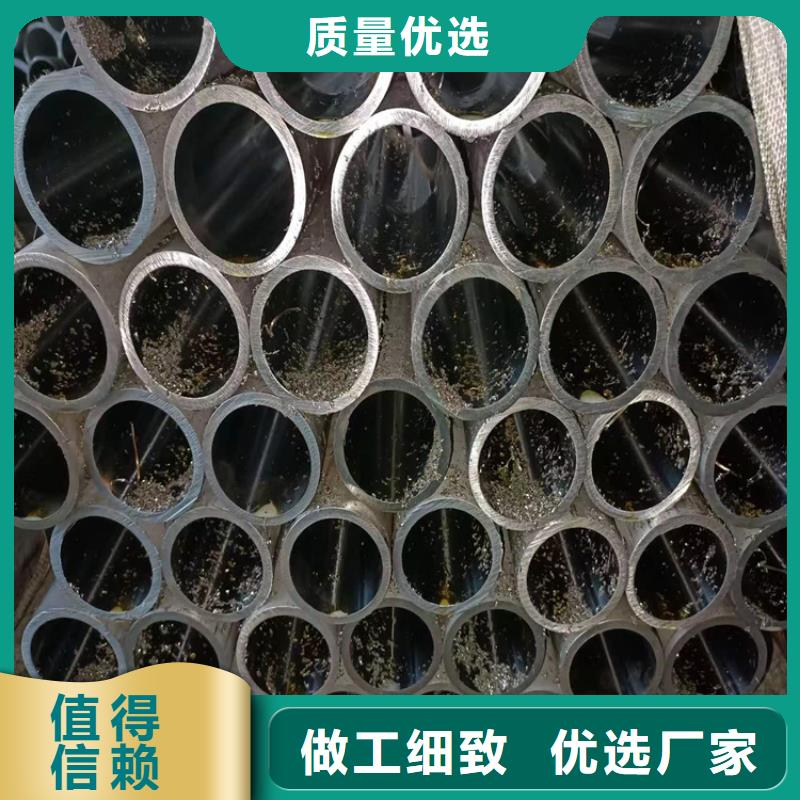
3、珩磨管的表面粗糙度,一般是为多少?珩磨管这一网站产品和关键词,其在表面粗糙度上,一般来讲,是为Ra0.4,而且,这也是必须要达到的,是其基本要求。如果,想要得到提高的话,那么,可以用细砂纸打磨,或是使用镜面加工设备,使其进行镜面加工,从而,来达到目的。上述这些问题都是关于珩磨管的,给出具体答案好让大家通过学习,来清楚明白,有正确认识,这样,也可以避免出错,进而,在产品的使用及利用上,其使用效果。珩磨管,就是经过绗磨加工的无缝钢管。珩磨是一种机械加工工艺,通过珩磨头对冷拔管内孔进行往复高速磨加工工艺加工,使内孔达到我们所需要的公差尺寸及表面粗糙度要求。根据客户要求珩磨加工,能达到公差范围(如H7,H8,H9等),粗糙度能达到Ra0.4,椭圆度达到3~5丝范围内,长度长能到8m。



