




我们为您准备了Q235材质钢板立柱切割,不锈钢碳素钢复合管护栏厂家种类丰富产品的全新视频介绍,视频中的每一帧,都是产品的真实写照
以下是:Q235材质钢板立柱切割,不锈钢碳素钢复合管护栏厂家种类丰富的图文介绍
创业以来的 不锈钢复合管护栏批发价格以卓越的性价比和优良的服务,让客户采购安心,使用放心,公司将一如既往;竭诚以优质的产品、优良的服务,与国内外各行业的客商紧密合作,共图发展我们也热诚欢迎客户来鑫润通不锈钢制品有限公司(濮阳分公司)司考察,参观及技术交流!


弯曲试验时管内不带填充物,焊缝位于弯曲主面的侧面。试验后,从弯曲圆弧的中部将试件剖开,检查内涂层,试验结果应符合5.7的规定。钢板立柱压扁试验:DN>50 mm的涂覆钢管进行压扁试验。管段试件尺寸长为(50±10) mm。在温度为(20±5) ℃的环境下,将试件置于两平板之间,在压力试验机上逐渐压缩至两平板间距离为试件外径的五分之四,压扁时涂覆钢管焊缝垂直于载荷施加方向。试验后,检查内涂层,试验结果应符合5.8的规定。特厚钢板用原料制造工艺技术可归为两类:一类是对传统厚钢锭、连铸板坯进行特殊处理;第二类是开发高质量的优质铸锭。采用一类思路的方法有JFE的锻造一轧制法和焊接复合钢坯法、住友金属的连铸大压下法、日本钢管的规定压缩比和末道次压下量的轧制法等,其中锻造一轧制法和焊接复合钢坯法的实用性较强,利用现有设备即可实施,但由于需要二火成材,具有能耗高的缺点。






弯曲试验时管内不带填充物,焊缝位于弯曲主面的侧面。试验后,从弯曲圆弧的中部将试件剖开,检查内涂层,试验结果应符合5.7的规定。钢板立柱压扁试验:DN>50 mm的涂覆钢管进行压扁试验。管段试件尺寸长为(50±10) mm。在温度为(20±5) ℃的环境下,将试件置于两平板之间,在压力试验机上逐渐压缩至两平板间距离为试件外径的五分之四,压扁时涂覆钢管焊缝垂直于载荷施加方向。试验后,检查内涂层,试验结果应符合5.8的规定。钢板立柱厚度测量:从涂覆钢管的两端取不同长度的两个横断面,在每个横断面用电磁测厚仪测量圆周上直交的任意四点的涂层厚度,试验结果应符合5.4的规定。钢板立柱针孔试验:管段试件长度约为1000 mm,用电火花检漏仪对钢管涂层在规定试验电压下进行检查,涂层厚度不大于0.4mm,试验电压为1500 V,涂层厚度大于0.4 mm,试验电压为2000 V。



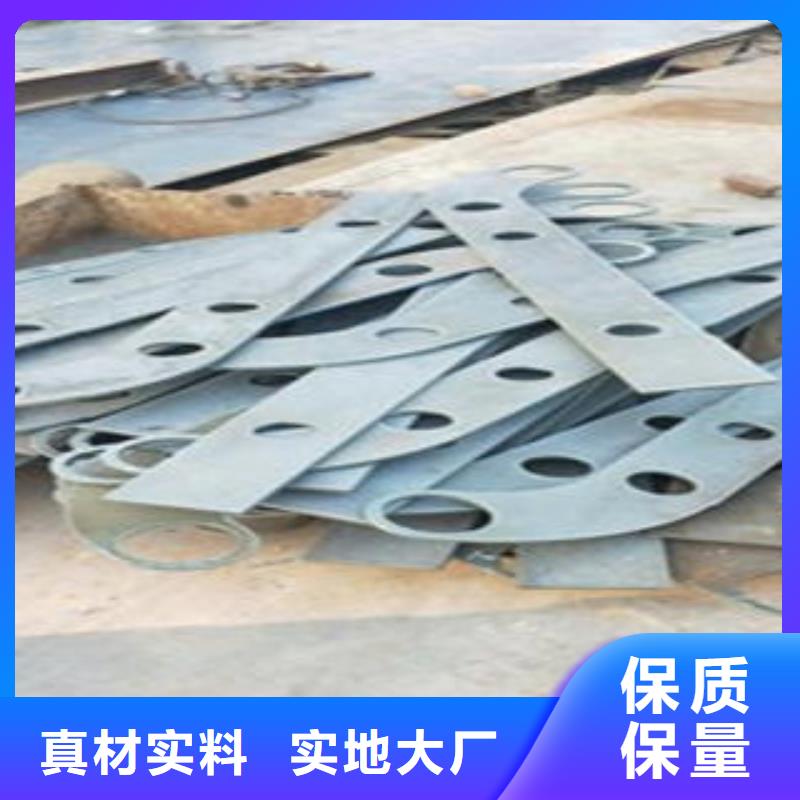
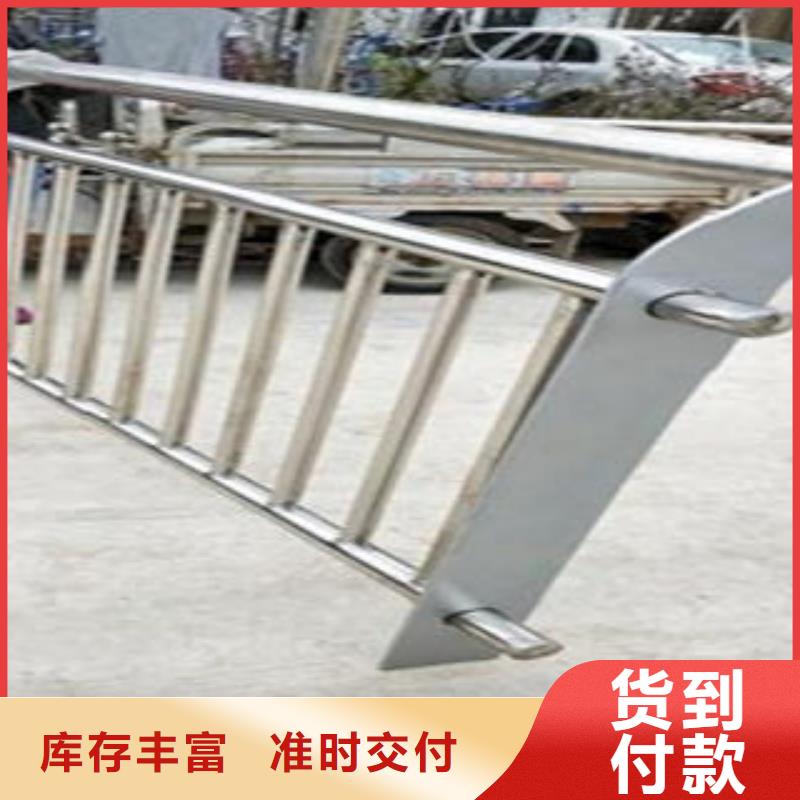
钢板立柱多重多样,可以简单的分为单片型和整体型的。单片型的,是指由单片的钢板切割而成的,直接焊接在地面预埋钢板上面,在立柱片上面打孔,和护栏片焊接在一起的。优点是加工简便,生产周期短,价格低廉;缺点是需要现场施工焊接,施工周期比较长,而且后期需要再次进行表面处理。整体型的,是指有两片或者两片以上的钢板,或者套管焊接而成的一个整体的立柱,生产周期较长,成本稍高一些,但是施工简单,可以直接用螺栓固定在底预埋钢板上面,施工周期短,不需要进行后期的表面处理,而且立柱比较牢固,不容易被破坏。其它如使用矫直机进行矫直,变更机架间距,采用托辊,调整各架次的轧辊间隙等措施均可减小或纵向弯曲。需要注意的是,通过调整各架次的轧辊间隙来减轻纵向弯曲需要有熟练的技术才行。辊式冷弯速度的控制,成型辊压力的调整要合适,尽量减少反复冷弯弯曲疲劳裂纹,并适当进行润滑和冷却,进一步减少热应力裂纹的产生等,控制弯曲半径,即弯曲半径不能太小,否则产品表面易产生裂纹,针对高强板在冷成形冷弯工艺中出现的后延性断裂现象,为了满足结构设计要求,建议在满足材料的力学设计要求的前提下优化截面形状,如增加弯角半径,减小冷弯角或加大截面形状等方式处理也是一种行之有效的方法。
