


批发围栏护栏的基地视频展示,产品更生动!让您亲眼见证其优点和特点,为您的购买决策提供有力支持。
以下是:批发围栏护栏的基地的图文介绍
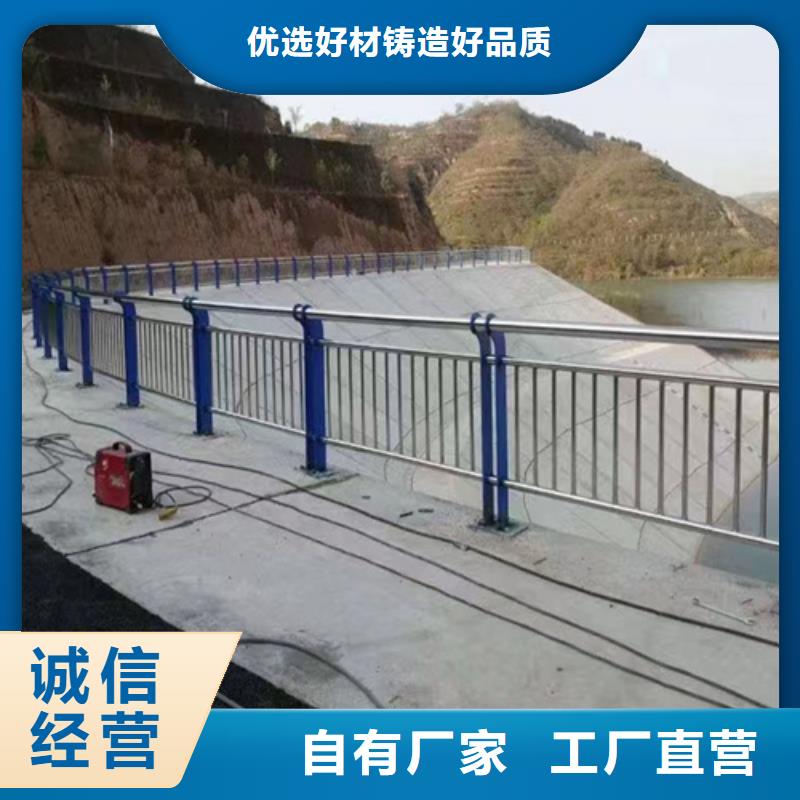
热浸镀锌是将优质钢材放入几千度的锌浴中。浸泡定时间后,专业销售不锈钢复合管护栏,不锈钢桥梁护栏,如高速公路护栏,高速公路护栏等高压铁塔采用高温热浸镀锌材料制成,桥梁防撞护栏,钢丝绳护栏,河道护栏等产品,产品齐全,防撞护栏畅销国内外,设备精良,使用寿命长!线材制品行业龙头,欢迎來电咨询。其锈蚀长达年,彻底解决了多年的锈蚀,美观和问题。锌钢阳台护栏配件采用改性高强度工程尼龙制造,使用寿命年。其强度和硬度远高于普通钢材。它能承受每平方米mpa以上的压力mpa的拉力,并能承受℃以下的高温℃无变形。锌钢,又称锌合金不锈钢复合管护栏,是指阳台护栏由锌合金材料制成。由于其強度高,防撞护栏硬度高,外观美观,不锈钢防撞护栏购买时应注意哪些色泽鲜艳等优点,已成为住宅小区使用的主要产品。生产不锈钢防撞护栏用护栏立柱,护栏钢板立柱,各样式-护栏钢板立柱,锌钢景观护栏立柱,各种异形钢板切割和钢板加工等。立柱和我们的不锈钢|防撞组合制作的护栏也成为时尚主流,大多旅游景点已经逐步在更换这种产品!其特点美观,耐腐蚀,不锈钢复合管护栏-不锈钢桥梁护栏-桥梁防撞护栏-钢丝绳护栏-河道护栏成本比纯不锈钢便宜很多


华尔网不锈钢复合管护栏厂家专业生产不锈钢复合管车间拥有多条自主知识产权生产线,专业从事外复不锈钢/碳素钢复合管生产及工程设计、华尔网同城制作、华尔网同城安装、华尔网同城施工。SUS304不锈钢碳素钢复合管 不锈钢复合管护栏 华尔网不锈钢护栏 华尔网不锈钢/碳素钢复合管 护栏钢管 护栏不锈钢复合管产品具有纯不锈钢外表豪华、华尔网同城美观和普通碳素钢管强度高的特点,其价格低于纯不锈钢管,是价昂不锈钢结构装饰管材的替代产品。先进的生产工艺和严格的检测手段,使企业产品全部通过不锈钢复合管标准(GB/T18704-2008)。公司拥有独特的端面处理技术(产品SL-1型管道防腐密封胶),切底解决管道端面的二次污染及渗漏问题。



不锈钢复合管护栏在我们的生产、生活中无处不在,起到了很大的作用。它的质量的好坏影响着我们的生活,我们在对其进行制作的过程中需要严格按照相关技术要求进行处理,这样才能保证其质量,下面有本公司为大家讲解下有关复合管进行热处理和冷拨相关步骤。我们在对复合管护栏进行热处理或冷拔(必要时)。穿孔,经热穿孔后的管坯,使棒材与基材达到步冶金结合。随后按用户需要以生产无缝钢管的工艺可进行热挤压、热轧(或冷加工)。直至达到用户所希望的尺寸要求,这样就得到了好像由单一材质组成的管子。它把外层的机械强度和内衬的耐蚀性能结合了起来。像国外公司基本上都采用的是这种工艺。我们在对复合钢板机型焊接的时候需要将两种不同材质的板坯用超大功率热轧机进行热复合,然后用UO工艺卷成管坯,再进行纵缝焊接。采用这种方法生产复合钢管的工艺流程为:热轧板坯用机械或化学法处理二层板坯,待复合表面UO成形管坯,组成双层板进行热轧复合纵缝焊接扩管热处理。因为复合管护栏拥有美丽的外观和防腐蚀、碳素钢管强度高、刚性好及价廉的特。越来越受到广大消费者的喜爱,也在我们生活中起到了很大的作用,所以我们在制作上面需要格外注意,才能保证产品的质量过关。



经过十余年的磨砺与探索,宏达友源金属制品有限公司已初具规模,拥有国内先进的生产技术和设备。专业生产 福建宁德不锈钢复合管、桥梁栏杆、景观栏杆、不锈钢复合管栏杆系列产品。铸就了自己的品牌。公司引领 福建宁德不锈钢复合管、桥梁栏杆、景观栏杆、不锈钢复合管栏杆新潮流,将秉承“质优、环保,共赢”为主题的战略思想,坚持求实进取,团结奉献的创业精神。以“科技创新 德赢天下”的企业精神、以高质量的 福建宁德不锈钢复合管、桥梁栏杆、景观栏杆、不锈钢复合管栏杆产品泽惠用户,服务社会。 我们愿与您携手共赢,共创美好明天!


不锈钢复合管具有以下优点: 不生垢、不结瘤、耐腐蚀在钢管内复合薄壁不锈钢管,不锈钢管的材质为“GB12771-2000流体输送用不锈钢焊接钢管”规定的0Cr18Ni9(美国标准为AISI304),由于钢中含有18%的铬,在使用过程中管道内壁形成一层极薄的氧化铬薄膜,该薄膜阻止金属继续氧化,故不锈钢有很强的耐腐蚀性能,http://www.sdsgg.com/不仅能承受水和空气的腐蚀,而且可以承受弱酸弱碱的腐蚀。外复不锈钢管的厚度有0.4-1.2毫米,而镀锌钢管的镀锌层厚度仅为0.07毫米,厚度相差5.7-17倍,不锈钢的耐腐蚀性和致密性又强于镀锌钢管镀锌层。所以,内衬不锈钢复合钢管在使用过程中不用担心因内壁锈蚀产生结垢、结瘤而使内孔缩小。 可以焊接 3.1内衬不锈钢复合钢管之间可以采用焊接。焊接工艺可参照GB/T13148-1991“不锈钢复合钢板焊接技术条件”。3.3 焊前应采用机械方法及有机溶剂,焊缝表面和焊接坡口两侧至少各20mm范围内的油污、锈迹、金属屑、氧化膜及其他污物。3.4 焊条采用GB/T983 “不锈钢焊条”规定的A302(E309)焊条规格为Φ3.2. 3.5 焊接方法采用手工电弧焊;对要求较高的焊缝可以采用钨极氩弧焊打底,在接近碳钢部位用手工电弧焊,或者全部采用钨极氩弧焊。采用钨极氩弧焊时,焊丝采用同E309相同成分的A302焊丝。 焊接设备焊接设备应满足焊接工艺要求,并符合有关设备标准的规定。采用手工电弧焊时采用直流电焊机。3.6 焊接程序先焊复材(不锈钢管),再焊过渡层, 焊基材(碳钢管)。3.7 焊接要求复材焊缝表面应尽可能与复材表面保持平整、光顺。焊接过渡层时,要在保证熔合良好的前提下,尽量减少基材金属的熔入量,即降低熔和比。为此应采用较小直径的焊条或焊丝,及较小的焊接丝能量。对接焊缝的余高应不大于1.5mm。



