




我们的无缝管 厚壁无缝管追求品质视频将带您走进产品的生产线,让您亲眼见证产品的每一个制作环节和工艺细节。
以下是:无缝管 厚壁无缝管追求品质的图文介绍


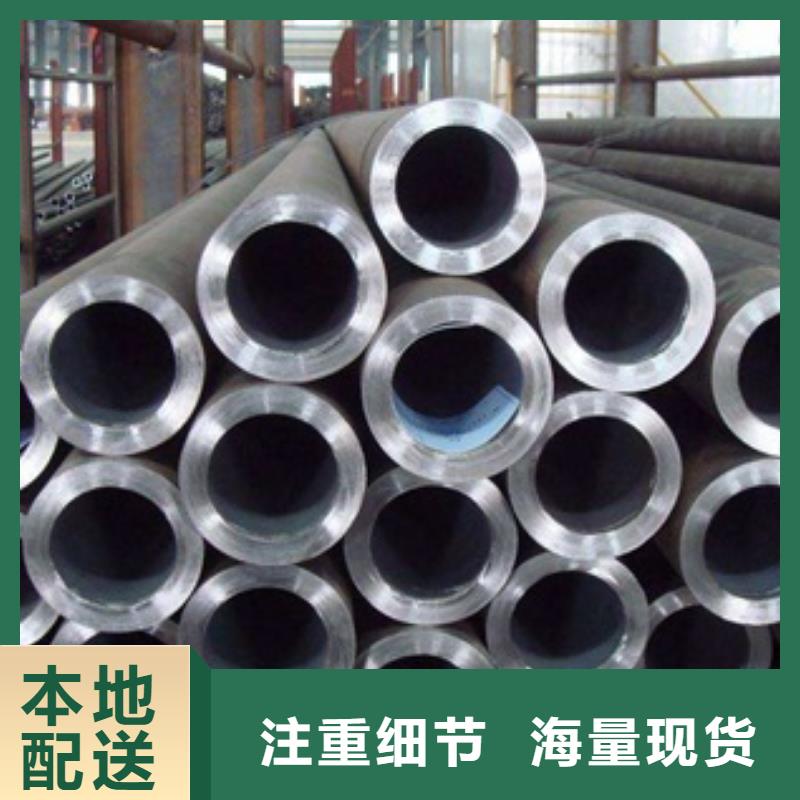
厚壁无缝钢管的生产方法 大致分为斜轧法(孟内斯曼法)和挤压法。 斜轧法(孟内斯曼法)是先用斜轧辊将管坏穿孔,然后用轧机将其延伸。这种方法生产速度快,但对管坯的可加工性要求较高,主要适用于生产碳素钢和低合金钢管。 挤压法则是用穿孔机将管坯或钢锭穿孔,再用挤压机挤压成钢管,这种方法比斜轧法效率低,适用于生产高强度合金钢管。 斜轧法和挤压法都必须先将管坯或钢锭加热,生产的厚壁16mn无缝钢管称为热轧管。用热加工法生产的钢管有时候可根据需要再进行冷加工。冷加工有两种方法:一种是冷拔法,就是将16mn厚壁无缝钢管通过拔管模拉拔,使钢管逐渐变细、伸长;另一种方法是冷轧法,它是将孟内斯曼兄弟发明的热轧机应用于冷加工中的方法。16mn厚壁无缝钢管的冷加工,可以提高钢管的尺寸精度和加工光洁度,改善材质的机械性能等。



艾斯特钢材有限公司成立以来,一直秉承“做好自己、做好 襄阳南漳厚壁合金管产品、同心同德共创美好生活 ”的经营理念,持续关注技术研发和制造技术,向社会提供创新优质 襄阳南漳厚壁合金管产品,为人类创造、便捷、舒适的生活。


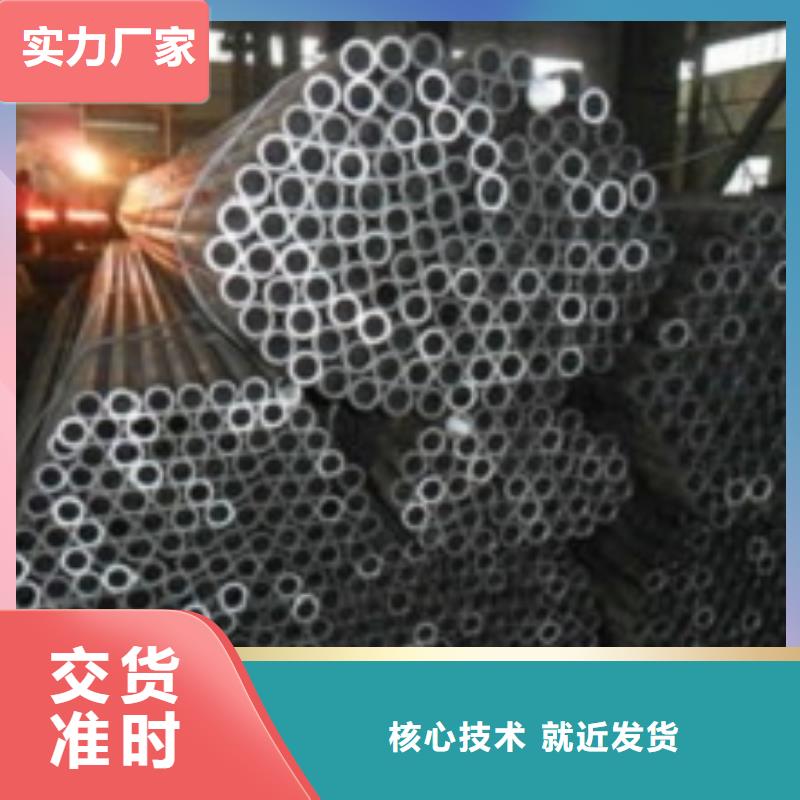
厚壁无缝管矫直后,要进行初次检查吹灰以确定切头、尾长度。厚壁无缝钢管切断的目的是具有裂纹、结、疤、撕裂和壁厚不均的端头,以获得要求的定尺厚壁无缝钢管,另外切除经检查后不合格难于挽救的缺陷,如内折、内结疤、严重的壁厚不均一等。一般前者的切断在作业线上进行,而后者离线切断。 区分厚壁无缝钢管与其他钢管技巧 随着市场上对厚壁无缝钢管的需求量增多,同时该产品加工生产工序不断进步,产品的种类不断增多,适应不同的场所,满足不同消费者需求。尤其是对于一些新手来说,在购买该产品时,面对较多类型的钢管,不知道从何下手。而想要购买到性价比高,质量好的产品,那么就应该要学会如何区分,同时掌握区分技巧。 在进行区分时,可以通过产品的表面特性进行考虑,相对而言,该产品在加工生产时,相应的制造工艺比较特殊,因此产品的性能更好,品质有保障,硬度较高。因该产品加工生产要求较高,因而产品的整体特性要更强。 在对区分厚壁无缝钢管与其他钢管时,还应该要从相关属性进行了解。不同类型的产品,相应的特性不同,那么在进行区分时,相应的技巧也会存在差异性。



无缝钢管具有屈服现象的金属材料,试样在拉伸过程中力不增加(保持恒定)仍能继续伸长时的应力,称屈服点。若力发生下降时,则应区分上、下屈服点。屈服点的单位为N/mm2(MPa)。 无缝钢管上屈服点(σsu):试样发生屈服而力首次下降前的 应力; 下屈服点(σsl):当不计初始瞬时效应时,屈服阶段中的小应力。 无缝钢管屈服点的计算公式为: 式中:Fs--试样拉伸过程中屈服力(恒定),N(牛顿)So--试样原始横截面积,mm2。 无缝钢管断后伸长率(σ) 在拉伸试验中,试样拉断后其标距所增加的长度与原标距长度的百分比,称为伸长率。以σ表示,单位为%。计算公式为: 式中:L1--试样拉断后的标距长度,mm; L0--试样原始标距长度,mm。 无缝钢管断面收缩率(ψ) 在拉伸试验中,试样拉断后其缩径处横截面积的 缩减量与原始横截面积的百分比,称为断面收缩率。以ψ表示,单位为%。 式中:S0--试样原始横截面积,mm2; S1--试样拉断后缩径处的少横截面积,mm2。

