


为了给您提供更的钢筋笼绕筋成型机厂家质保多久产品信息,我们上传了的产品视频。看视频,选购不迷路。
以下是:钢筋笼绕筋成型机厂家质保多久的图文介绍
近年来建贸数控钢筋笼滚焊机厂家有限公司所制造的各种 广西南宁小导管尖头机广泛应用各种行业,遍布全国各地,获得良好的市场信誉。 本公司生产的 广西南宁小导管尖头机可根据客户的不同要求进行设计配置,工艺控制严格,装备完善,检测手段。严格的质量管理,使我们的 广西南宁小导管尖头机产品从开始就以高起点、高标准进入市场。 广西南宁小导管尖头机产品投入市场后,得到客户的广泛好评。



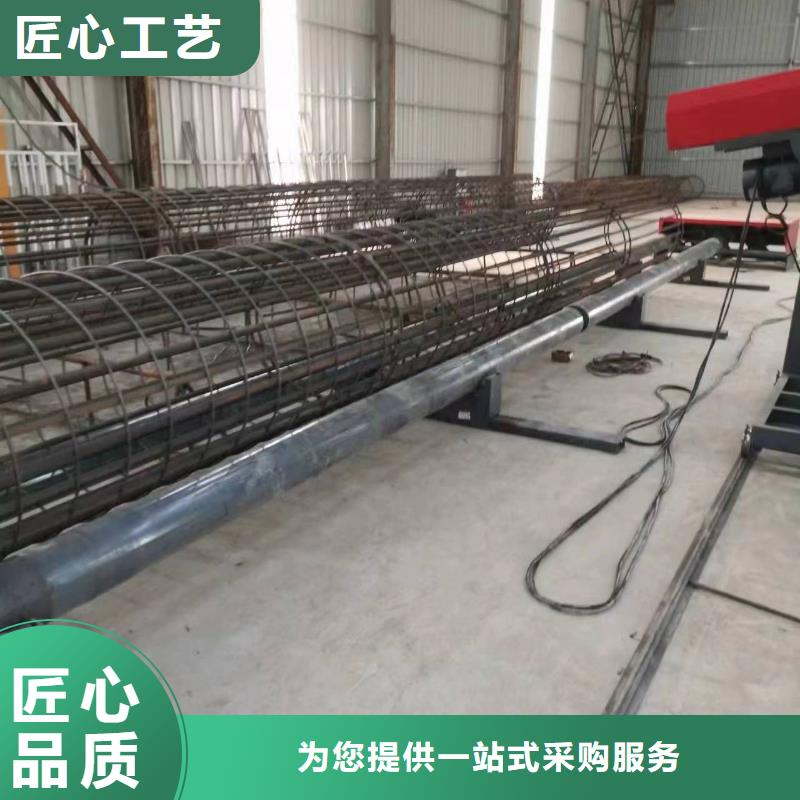
钢筋笼全长9米时一般用两根过渡箍,缠绕筋起点位置为前端,在前端外套入一个过渡箍,避免在缠绕区内。末端在钢筋笼尾部胶辊靠前面位置套入一个过渡箍,当缠绕筋工作到附近时,用手掌推动过渡箍向后移动,(注意:不能用手抓过渡箍,此时过渡箍是旋转状态,容易对人造成伤害。)直止过渡箍退出钢筋笼。前端过渡箍也可如此。广西南宁钢筋笼绕筋机12米以上,或者单节钢筋笼较重时,骨架中间加焊1、广西南宁当地2圈缠绕筋替代第三个过渡箍。或直接中间开始绕筋,另半截笼前面向中间缠绕连接完成。所以三个过渡箍的中间一个箍应置放在中间靠后面的地方,借以减少冲击振动。退出辊轮并过渡到后面辊轮的方法--将过渡箍向后面推压,让过渡箍顺胶辊旋转到上面直到全部退出。准备台架;若采用骨架直接滚进辊轮内档(小型钢筋笼),骨架制作台架高度与设备同高。机器上骨架制作过程;备齐一节钢筋笼所需箍筋按位置平放两辊轮上,将一根主筋抬放于辊轮长度上方,调整好起始尺寸,竖直箍筋,主筋靠着箍筋单面施焊,待主筋转至上方再补焊。焊完一节主、广西南宁当地箍筋,低速转动胶辊,抬二根主筋准备焊接。此时按选定生产工艺确定旋转方向,采用卡具(比子)制作骨架时,待二根主筋或多根主筋焊完后,主筋下行。若采用挂钩工艺则反向旋转,应注意多根主筋焊好后有可能出现偏重,可将骨架旋转在对面位置或错开几根位置后再开始分度焊接,后补齐焊完全部主筋。



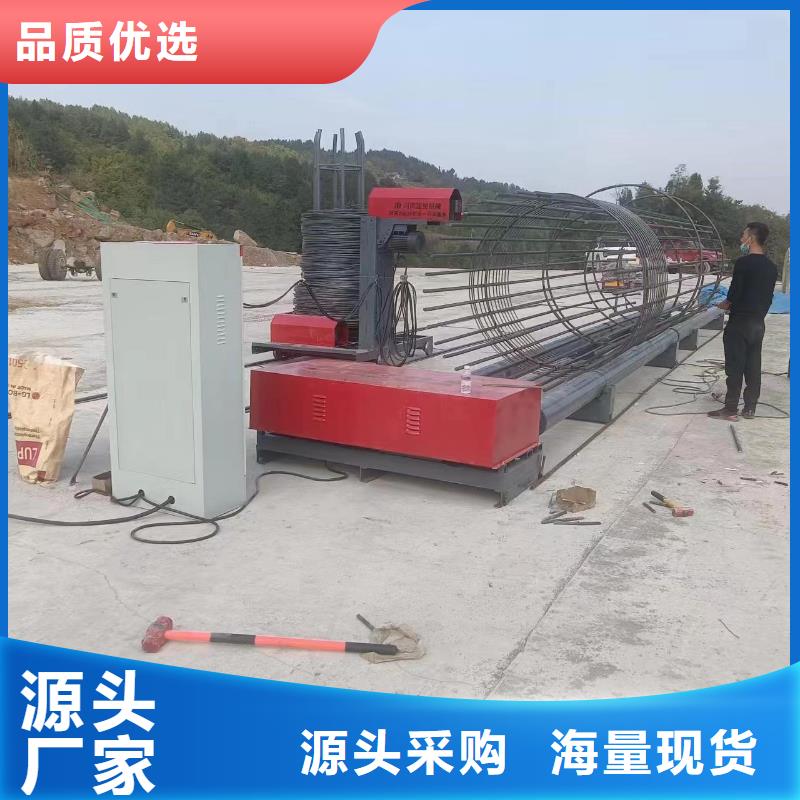
广西南宁钢筋笼绕筋机设备优势:采用ABB、广西南宁附近Panasonic等进口电控元器件,确保设备运行稳定;钢筋笼直径误差控制精准,可达到偏差要求;主筋间距误差小,能控制在1cm之内;一米之内盘筋间距误差可控在5mm以内;可生产双盘筋、广西南宁附近双主筋高要求钢筋笼产品;流水线作业,每班3人即可正常生产钢筋笼;套筒连接及对焊连接的主筋可直接上设备生产;零部件设计寿命长,备件更换简单快捷; 设备参数:设备型号 FH1500 FH2000 FH2500适用桩径(mm) 400--1500 500--2000 600--2500钢筋笼长度(m) 12 18 22 27 12 18 22 27 12 18 22 27钢筋笼重量(kg) 4500 6000 8000主筋直径(mm) Φ12-Φ40 Φ12-Φ40 Φ12-Φ40盘筋直径(mm) Φ6-Φ16 Φ6-Φ16 Φ6-Φ16盘筋间距(mm) 50--400 50--400 50--400焊接方式 二氧化碳保护焊 二氧化碳保护焊 二氧化碳保护焊液压站参数(Mp) 8 8 8电源参数 380v 50hz 380v 50hz 380v 50hz功率(Kw) 功率15,生产率10 功率23,生产率18 功率29,生产率


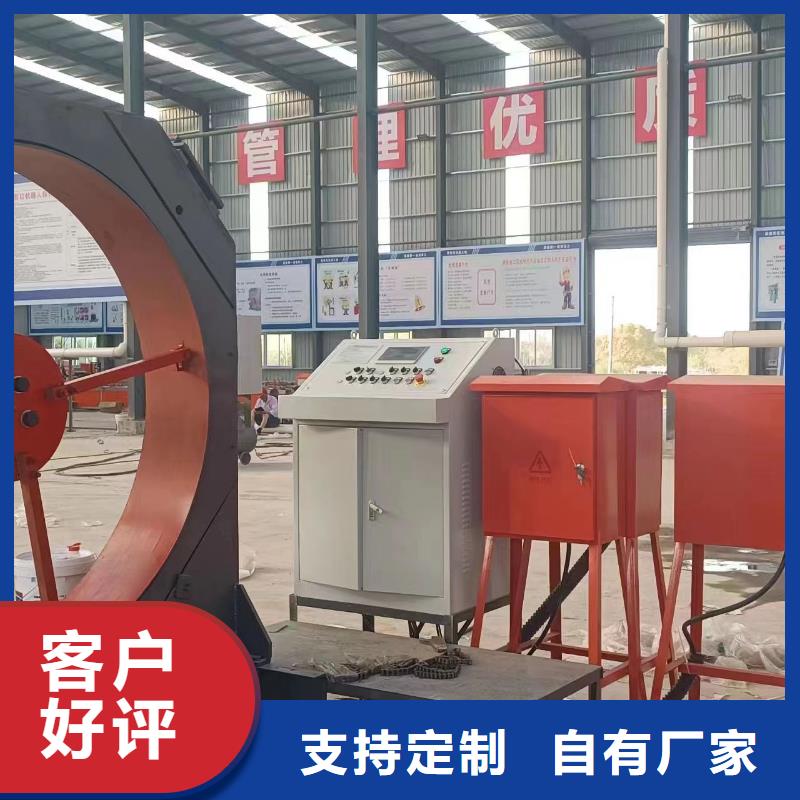
广西南宁钢筋笼绕筋机备齐一节钢筋笼所需箍筋按位置平放两胶辊上,将一根主筋抬放于胶辊长度上方,调整好起始尺寸,竖直箍筋,主筋靠着箍筋单面施焊,待主筋转至上方再补焊。焊完一节主、广西南宁附近箍筋,低速转动胶辊,抬第二根主筋准备焊接。此时按选定生产工艺确定旋转方向,采用卡具(比子)制作骨架时,待第二根主筋或多根主筋焊完后,主筋下行。若采用挂钩工艺则反向旋转,应注意多根主筋焊好后有可能出现偏重,可将小车部分;车架、广西南宁附近圆盘、广西南宁附近放线器、广西南宁附近轨道、广西南宁附近行走轮、广西南宁附近电机等组成。圆盘用于缠绕筋存放,绕筋通过放线器连接于骨架,骨架旋转、广西南宁附近小车直行,缠绕筋拉动圆盘自行转动。调速;按绕筋间距要求的10倍在车轮下方做记号,数钢筋笼转10圈整,测量小车行走距离,变频调速至接近该数值为宜,并记住变频调定值备用。也可直接在广西南宁钢筋笼绕筋机上测量与调整要求的间距值。在主机速度确认不变后,根据变频器初始参数0-50均分并计算,可以快时间调到所需数值。确认的一个或几个数值记录备用。场地足够时可以不用小车上的圆盘,在一定距离上将盘圆材料后倒卧放,缠绕筋直接通过放线器进行绕筋工作,也可以用调直机配合使用。


