





想知道【止水铜片】背贴式橡胶止水带出厂价产品有多棒?看视频就够了,它比千言万语都更有说服力!
以下是:【止水铜片】背贴式橡胶止水带出厂价的图文介绍
以客户为中心,坚持更快、更好与更低价的 江苏南京带注浆管遇水膨胀止水条服务目标
从 江苏南京带注浆管遇水膨胀止水条打样到大货生产交付全程跟进,让客户随时掌握 江苏南京带注浆管遇水膨胀止水条订单信息
7*24小时 江苏南京带注浆管遇水膨胀止水条客户服务专线,客户的满意是我们不懈的追求

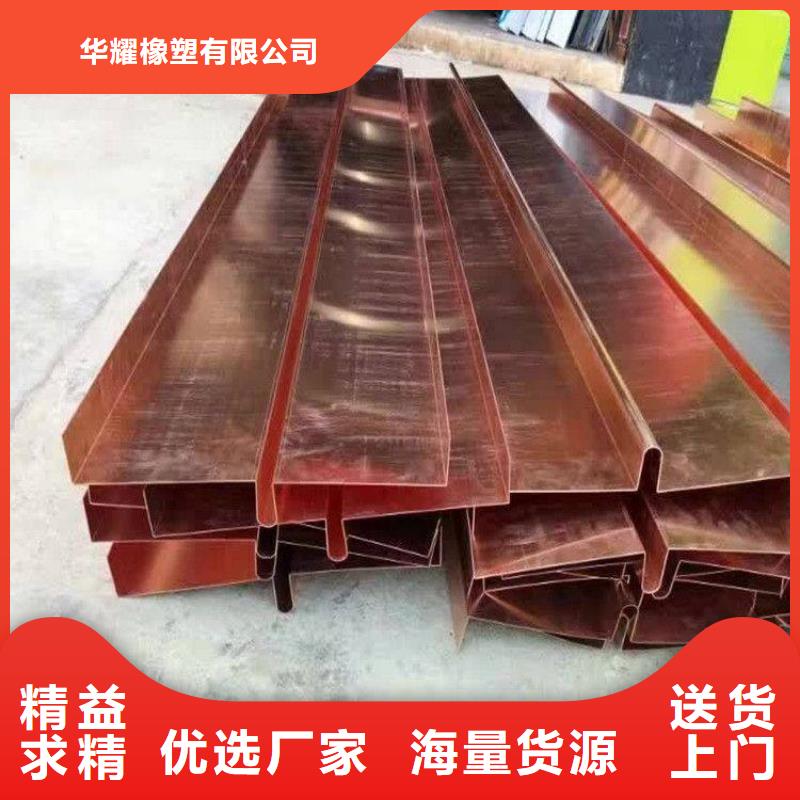
紫铜片止水的加工与连接紫铜片止水按设计形状、尺寸,采用专门成型机根据需要长度加工整体成型,确保成型质量。加工时,尽量接头数目。加工成型的紫铜止水片长度大,搬运过程中容易发生扭曲变形,为避免发生此现象,应尽可能靠近工作面加工,成品出口处设置托架。
的建筑发展迅速,在建筑物中安装铜片止水带的已经非常普遍,并且得到了广泛的应用,主要是因为建筑物地底下水位较高,同时为了加快施工进度,使地下室顶板施工完成后尽快进行基坑的回填,故对地下室底板及外墙的铜片止水带均采取了超前止水措施。
止水接头现场焊接施工工艺及方法A、焊丝和气焊熔剂:采用紫铜止水母材的剪条,将脱氧剂放在焊粉中,焊粉采用气剂301.B、气焊工艺:焊前做好焊丝和焊件的清洁工作,一般用钢丝刷;或砂纸去除表面油污和吸附的气体。
的建筑发展迅速,在建筑物中安装铜片止水带的已经非常普遍,并且得到了广泛的应用,主要是因为建筑物地底下水位较高,同时为了加快施工进度,使地下室顶板施工完成后尽快进行基坑的回填,故对地下室底板及外墙的铜片止水带均采取了超前止水措施。
止水接头现场焊接施工工艺及方法A、焊丝和气焊熔剂:采用紫铜止水母材的剪条,将脱氧剂放在焊粉中,焊粉采用气剂301.B、气焊工艺:焊前做好焊丝和焊件的清洁工作,一般用钢丝刷;或砂纸去除表面油污和吸附的气体。


常用的方法是在加温的时候就用镊子元件外拉,当温度达到时,元件就会被拉出,但切记不要太了,否则管脚断在焊锡中就麻烦了。当然,为起见,两种方法结合起来使用是再好不过了,因为有时由于元件插孔太小,吸焊很难被吸干净,此时撤走吸焊器就会粘住,故可以用电烙铁加热取掉。
水工建筑物接缝止水设计止水效果的好坏直接关系到建筑物的与,是地基条件为砂土、粉砂土或地基下有石膏的地方,如果接缝漏水,水流会带走地基中的细砂、细土颗粒,淘空基底或软化地基,从而使建筑物发生沉陷倒塌破坏。
止水铜片的基本性能要求目前被广泛应用作为水工变形缝止水的铜片均为紫铜片。紫铜是指含Cu:量不低于99.5%的I业纯铜,因其表面呈而得名。它具有极好的导电性、导热性、良好的塑性及耐腐蚀性能。紫铜常见的牌 有四种:T1、T2、T3及T4,其含Cu量分别占99.95%、99.90%,99.70%和99.50%以上。
水工建筑物接缝止水设计止水效果的好坏直接关系到建筑物的与,是地基条件为砂土、粉砂土或地基下有石膏的地方,如果接缝漏水,水流会带走地基中的细砂、细土颗粒,淘空基底或软化地基,从而使建筑物发生沉陷倒塌破坏。
止水铜片的基本性能要求目前被广泛应用作为水工变形缝止水的铜片均为紫铜片。紫铜是指含Cu:量不低于99.5%的I业纯铜,因其表面呈而得名。它具有极好的导电性、导热性、良好的塑性及耐腐蚀性能。紫铜常见的牌 有四种:T1、T2、T3及T4,其含Cu量分别占99.95%、99.90%,99.70%和99.50%以上。



焊接部位的氧化层----可用断锯条制成小刀,刮去金属引线表面的氧化层,使引脚金属光泽。印刷电路板可用细纱纸将铜箔打光后,涂上一层酒精溶液。元件镀锡----在刮净的引线上镀锡。可将引线蘸一下酒精溶液后,将带锡的热烙铁头压在引线上,并转动引线。
即可使引线均匀地镀上一层很薄的锡层。导线焊接前,应将绝缘外皮剥去,再经过上面两项处理,才能正式焊接。若是多股金属丝的导线,打光后应先拧在一起,然后再镀锡。做好焊前处理之后,就可正式进行焊接∶(1)右手持电烙铁。
左手用尖嘴钳或镊子夹持元件或导线。焊接前,电烙铁要充分预热。烙铁头刃面上要吃锡,即带上一定量焊锡。(2)将烙铁头刃面紧贴在焊点处。电烙铁与水平面大约成60℃角。以便于熔化的锡从烙铁头上流到焊点上。烙铁头在焊点处停留的时间控制在2~3秒钟。
即可使引线均匀地镀上一层很薄的锡层。导线焊接前,应将绝缘外皮剥去,再经过上面两项处理,才能正式焊接。若是多股金属丝的导线,打光后应先拧在一起,然后再镀锡。做好焊前处理之后,就可正式进行焊接∶(1)右手持电烙铁。
左手用尖嘴钳或镊子夹持元件或导线。焊接前,电烙铁要充分预热。烙铁头刃面上要吃锡,即带上一定量焊锡。(2)将烙铁头刃面紧贴在焊点处。电烙铁与水平面大约成60℃角。以便于熔化的锡从烙铁头上流到焊点上。烙铁头在焊点处停留的时间控制在2~3秒钟。



