




以下是绕筋机-钢筋切断机厂家实力大的现场实拍视频,让您更好地了解产品的优点和特点不容错过。
以下是:绕筋机-钢筋切断机厂家实力大的图文介绍

建贸机械 有限公司是专业经营 江苏南京钢筋切断机销售产品的销售,服务支持为一体的公司,我们和国际国内众多生产厂家建立良好的合作关系,负责在中国市场的 江苏南京钢筋切断机销售销售和推广,为客户提供完整的工艺解决方案。我们为厂家及经销伙伴在缩短供应链,降低成本,提高产品品质,服务方面一共保障。


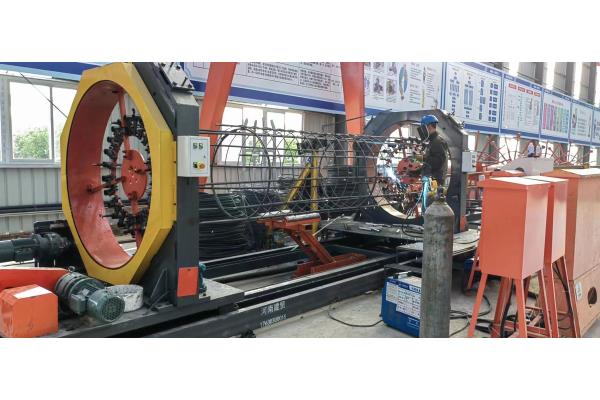
1拖动导轨2控制台3拖动驱动系统4主筋料架5钢筋笼液压支撑装置6固定旋转驱动机构7移动旋转驱动机构8主筋固定器9主筋导管10主筋承接分隔系统11箍筋放线架12箍筋矫直机构13主筋上料系统。
二、性能指标●钢筋笼直径:Φ300~1500mm;●钢筋笼大长度:12-27m;●材料规格:主筋Φ12~40mm,箍筋Φ5~16mm盘筋直接作业●间距范围:50-450mm●焊接方式:手动焊接任选●操作人数:少2人●设备效率:10KWH~23KWH●设备尺寸:总长度63.5米,宽2.25米,高2.5米●设备重量:13吨一、工作原理
九江2米钢筋笼滚焊机/报价按图制作
l)如图2所示,在人工挖孔桩井口上水平放置两根直径48mm的钢管作横担2, 横担2也还需要用直径》25mm的钢筋及其他木类,竹类棍棒。两根钢管之间距离为井口直径的1/3左右。2)如图3所示,在钢管上平放制造好的钢筋笼进而使箍筋3,并对进而促进箍筋如图3-l所示实施等分,等分数与钢筋笼主筋数量相同,并搞好标记。
二、性能指标●钢筋笼直径:Φ300~1500mm;●钢筋笼大长度:12-27m;●材料规格:主筋Φ12~40mm,箍筋Φ5~16mm盘筋直接作业●间距范围:50-450mm●焊接方式:手动焊接任选●操作人数:少2人●设备效率:10KWH~23KWH●设备尺寸:总长度63.5米,宽2.25米,高2.5米●设备重量:13吨一、工作原理
九江2米钢筋笼滚焊机/报价按图制作
l)如图2所示,在人工挖孔桩井口上水平放置两根直径48mm的钢管作横担2, 横担2也还需要用直径》25mm的钢筋及其他木类,竹类棍棒。两根钢管之间距离为井口直径的1/3左右。2)如图3所示,在钢管上平放制造好的钢筋笼进而使箍筋3,并对进而促进箍筋如图3-l所示实施等分,等分数与钢筋笼主筋数量相同,并搞好标记。



钢筋出筒后如头往上翘,调节上边一组轮适当往下压,如果出筒之后钢筋往下翘,调节下边一组轮适当的往上顶,始终使钢筋出头端呈水平状态。
当数控钢筋笼滚焊机弯双筋是靠外一根钢筋出来后有脱落弯曲芯轴的现象,将预矫直一组轮的外轮适当向内压,致使双筋相互靠拢。弯较大的箍筋时弯曲速度应相应减慢。
当数控钢筋笼滚焊机出现弯丝现象,可以调整下调直块的角度,看是否和调直器,压滚槽在一条直线上。
数控钢筋笼滚焊机的弯曲芯轴的调节:调节起落架汽缸,使弯曲芯轴的上顶点与导线筒孔的下边成水平或低导线筒孔下边1-2mm。压紧气压好保持在4兆帕左右以免造成钢筋变形及设备损坏。
数控钢筋笼滚焊机在弯曲的过程中出现断丝现象。首先要检查调直块角度看看是否过大,或者是刀退不回,送丝滚上的压簧过松,材质不好等。


主筋和箍筋由于焊接点量多,工人粗心点就焊不好,而且常常主筋。焊接主筋是个问题,究其原因不外乎:1、焊工水平不行,2、采用大电流追求快速度。项目部电焊工要进行焊接比赛,电焊,班组长要负起责任来。
以上讨论的是钢筋笼主筋焊接制作工艺,为了工效,节省成本,我们要积极采用新材料、新工艺、新。
钢筋笼主筋连接建议采用新:套筒螺纹连接法。施工方面经实践检验采用套筒连接法比,但使用之前应进行经济效益详细分析、核算。
成本方面:主筋焊接法主要采用双面焊10D,钢筋浪费较大,采用套筒连接法,主要节约在钢筋接头和焊接人工上。好进行详细的成本测算(计算人工、机械、电费、工效、材料等综合费用)。如果熟练,制作中控制的好,套筒连接还是有优势的。根据温绕七标和宁波绕城十一标的测算,采用套筒成本还是节省的。根据台晋4标,还是对焊比较划算。
切丝头和加工长度、钢筋端头要切平,这些是制作工艺要点。采用套筒时要切平钢筋头有点费工,对中要先对好,接口的主筋要标号,便于套筒连接,可在主筋标上号,防止一头少一头多。制作的时候先对好(要求场地足够大),主筋用套筒连接法在钢筋笼下放比焊接工艺要大大缩短时间。
以上讨论的是钢筋笼主筋焊接制作工艺,为了工效,节省成本,我们要积极采用新材料、新工艺、新。
钢筋笼主筋连接建议采用新:套筒螺纹连接法。施工方面经实践检验采用套筒连接法比,但使用之前应进行经济效益详细分析、核算。
成本方面:主筋焊接法主要采用双面焊10D,钢筋浪费较大,采用套筒连接法,主要节约在钢筋接头和焊接人工上。好进行详细的成本测算(计算人工、机械、电费、工效、材料等综合费用)。如果熟练,制作中控制的好,套筒连接还是有优势的。根据温绕七标和宁波绕城十一标的测算,采用套筒成本还是节省的。根据台晋4标,还是对焊比较划算。
切丝头和加工长度、钢筋端头要切平,这些是制作工艺要点。采用套筒时要切平钢筋头有点费工,对中要先对好,接口的主筋要标号,便于套筒连接,可在主筋标上号,防止一头少一头多。制作的时候先对好(要求场地足够大),主筋用套筒连接法在钢筋笼下放比焊接工艺要大大缩短时间。
