
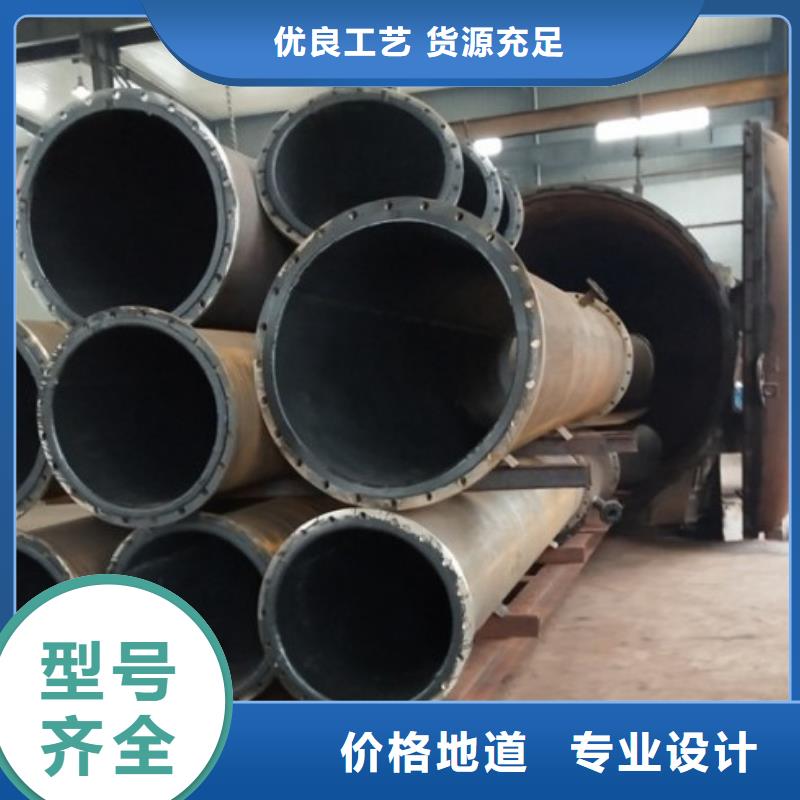



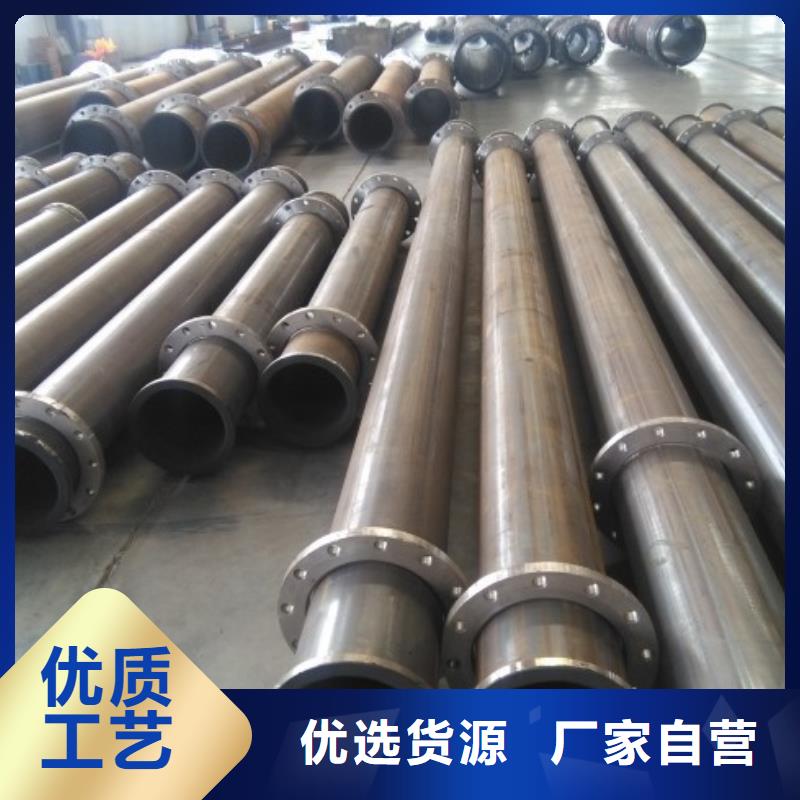


衬胶管道厂家的衬胶工艺有所不同,取决于材料和生产工艺,碳钢管一般原材料是12米一根便于运输,公司制造的硫化炉是6米*1.2米的硫化炉,所以公司制造生产的管道大口径是DN1200长6000mm也就是6米,口径越小长度越短,DN100以下的口径长只能3米,短100mm,预硫化由于硫化炉大小长度,部分厂家的硫化炉是8米或者10米的硫化炉,但也采用6米一根便于管理也便于运输,货运车的挂斗6米也是常见价格便宜,10米长的货运车运输成本也比6米高出快一倍,所以在运输和硫化炉的情况下,大多数厂家长能做到6米。
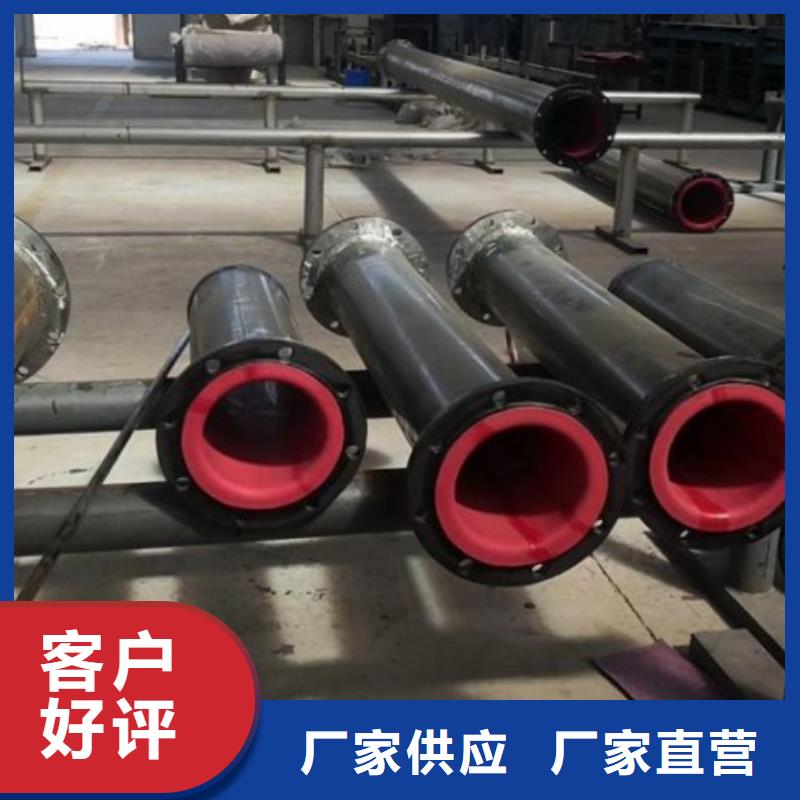
公司从事电厂衬胶管道、耐磨衬胶管件多年经验,激励员工奋发图强,争取在以后的发展道路上更上一层楼!由于耐磨衬胶管道的优性能,使其在电厂、化工厂、电镀厂等行业被广泛使用。耐磨衬胶管道道在的范围内已经逐渐替代不锈钢制品和钛金属制品,具有价格优廉、质量优良等特点,是新一代理想的耐蚀、防腐产品。



中雄管业有限公司拥有经验丰富、技术强大的专家队伍、业务娴熟的技术工程师和训练有素的销售人员,无论现在还是将来,我们都将为您提供设计良好、性能的 江西南昌泥浆管道产品以及及时、周到的售前、售后服务。


衬胶管道不可以去现场生产。衬胶钢管生产之前都要对钢管进行焊接以及质量检验,即使现场可以满足焊接条件,但钢管焊接质量的检测无法满足,其中压力试验就无法满足;其次,衬胶钢管、衬胶罐体在衬胶之前都要进行喷砂除锈、打磨等工艺,打磨可以在现场完成,但喷砂除锈需要专门的设备以及场地,很难满足;即使解决了以上问题,衬胶钢管生产必不可少的工艺就是温、压硫化,这需要大型的硫化罐以及加温、加压设备,现场根本无法达到生产要求。



衬胶管道橡胶粘接检验标准
1,金属表面处理:金属表面必须喷砂除锈,要全部露出金属光泽,达到Sa2 1/2标准要求
2,喷砂处理:喷砂是采用吸入式喷砂法,制作风压不低于5~6Kg/cm2,所用铜渣或金刚砂(粒径1.5~3.5mm)需要干燥后方能使用,喷砂工序自上而下进行,然后用毛刷刷去喷砂后附在金属表面的灰尘、喷砂应自上而下喷,顺序为从左到右。
3,胶板下料的处理:先下好样板,再裁胶板,力求准确、节约,适当考虑余量。坡口宽度为胶板厚度的3~3.5倍(15度)。胶板粘合面应保持干净,不干净的部位用清洗剂清洗干净。
4,钢管与橡胶粘接后表面达到:
1平整 2光滑 3无气孔 4无凹陷 5无死角。

