
产品优势图


生产精密钢管管料尺寸的选择
在冷加工管材生产中,管料的尺寸(直径和壁厚)决定着变形道次、成品管尺寸精度和表面质量。在能保证成品管质量的前提下尽可能选用接近成品尺寸的管料。管料的小壁厚应能保证管料和成品管的壁厚差(即总减壁量)能热轧管表面的螺纹道、划道等表面缺陷,改善壁厚不均,以获得尺寸公差和表面质量都符合要求的管材。在冷拔管生产中,冷拔的小总减壁量一般取0.5~1mm。对成品管质量(尺寸精度、表面质量)要求高时也可以将总减壁量取大一些。在可供应条件下,管料的直径一般比成品管的直径大5~20mm。主要是考虑减径量与减壁量的关系,即变形时有一定的减壁量必定有相应的减径量,才能保证顺利实现金属变形。
选择冷轧管料与冷拔的原则基本相同,但在确定管料和中间管尺寸时则要考虑满足冷轧机孔型系统的要求。
道次变形量的选择即确定每个加工道次的变形程度(断面压缩率、延伸系数)、减径量和减壁量。在条件允许时,应选取大的道次变形量,以减少加工道次。选择冷轧管机道次变形量时要考虑轧机主要部件强度、材料塑性、对管材的质量要求等。在实际生产中管材的尺寸精度、表面状态以及工具的寿命等常成为限制道次变形量的因素。为了保证产量和质量,成品道次的变形量应取小一些。在多辊式冷轧管机上道次变形量(特别是减径量)比二辊式冷轧管机的小。



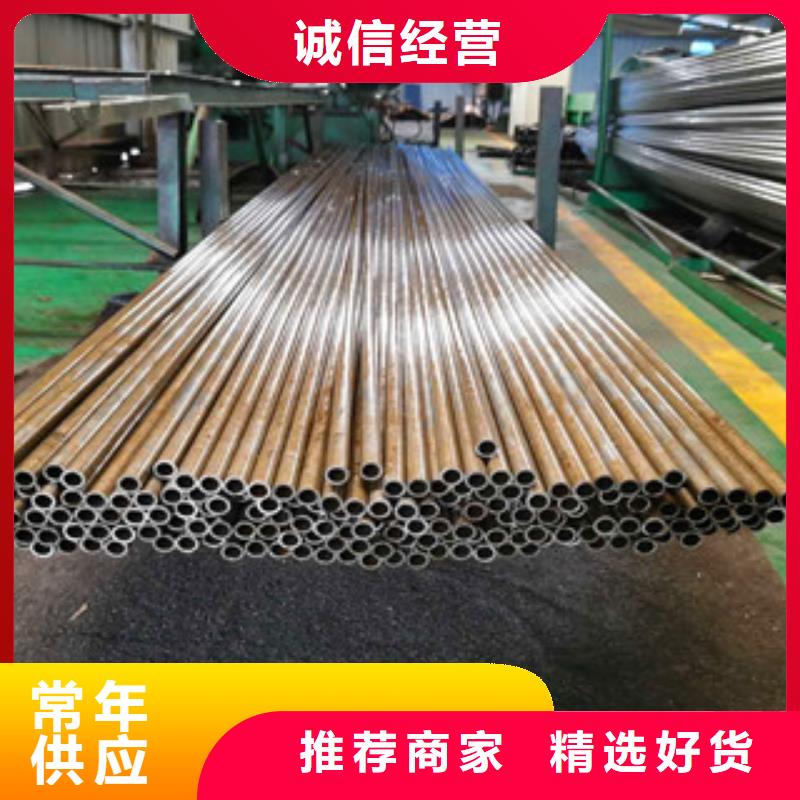
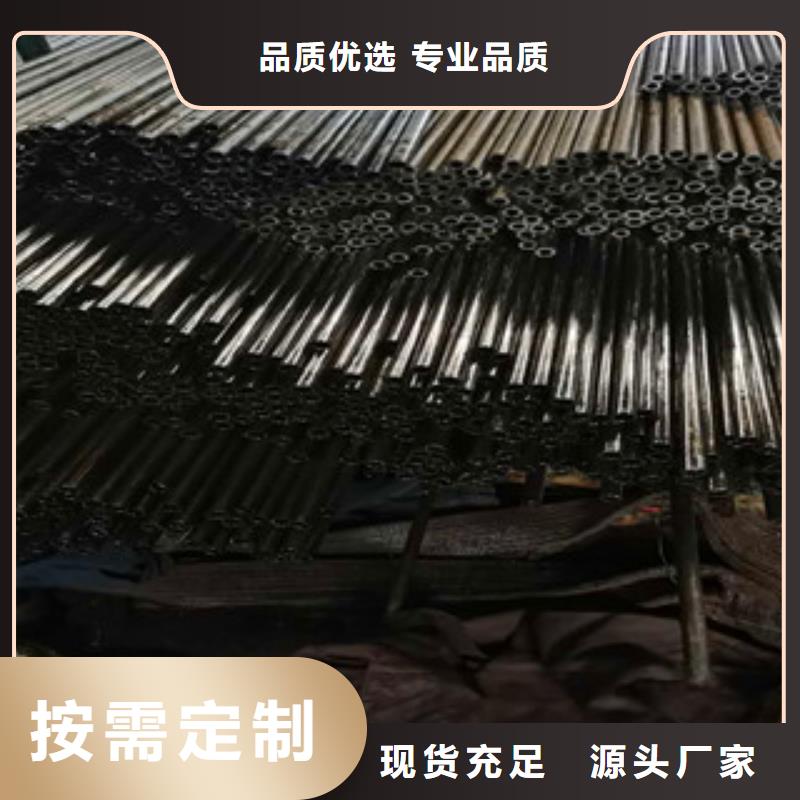
超薄壁精密钢管生产
超薄壁管是指直径与壁厚之比在100以上的管材。超薄壁管主要用作弹性元件波纹管的坯料或换热管坯料等。它的生产方法有冷轧、冷拔和旋压等方法。轧制法一般生产率较高,尺寸精度高,表面质量好,广为采用。
1954年苏联研制的多辊式冷轧管机适于轧制超薄壁管,在这种轧机上,可以轧制小壁厚0.03mm的管材。
在多辊冷轧管机上轧制超薄壁管的关键有3点:
(1)减径量不能过大,LD-30一般小于1mm,LD-15小于0.5mm;
(2)轧辊开口角不能过大,否则会出现轧出的管子呈竹节状;如果开口角过小,会出现棱面,影响管子精度;
(3)轧制成品道次管材不能过硬,即在成品前道次应该退火。
用冷拔管法生产超薄壁管时,一般均采用超声波振动(见超声波振动拔管),无超声波振动拔管生产的管子直径与壁厚之比不超过50,而带超声波振动时可达500。

产品案例

公司实力

精密钢管使用介绍:
在确定要选用的精密钢管类型时,主要考虑的是所要求的审美标准、所在地大气的腐蚀性以及要采用的清理制度。
然而,其它应用越来越多的只是寻求结构的完整性或不透水性。例如,工业建筑的屋顶和侧墙。在这些应用中,物主的建造成本可能比审美更为重要,表面不很干净也可以。
在干燥的室内环境中使用430精密钢管效果相当好。但是,在乡村和城市要想在户外保持其外观,就需经常进行清洗。在污染严重的工业区和沿海地区,表面会非常脏,甚至产生锈蚀。但要获得户外环境中的审美效果,就需采用含镍精密钢管。所以,304精密钢管广泛用于幕墙、侧墙、屋顶及其它建筑用途,但在侵蚀性严重的工业或海洋大气中, 采用316精密钢管。
现在,人们已充分认识到了在结构应用中使用精密钢管的优越性。有几种设计准则中包括了304和316精密钢管。因为"双相"精密钢管2205已把良好的耐大气腐蚀性能和高抗拉强度及弹限强度融为一体,所以,欧洲准则中也包括了这种钢。
产品形状
实际上,精密钢管是以全标准的金属形状和尺寸生产制造的,而且还有许多特殊形状。常用的产品是用薄板和带钢制成的,也用中厚板生产特殊产品,例如,生产热轧结构型钢和挤压结构型钢。而且还有圆型、椭圆型、方型、矩型和六角型焊管或无缝钢管及其它形式的产品,包括型材、棒材、线材和铸件。
表面状态
正如后面将谈到的,为了满足建筑师们美学的要求,已开发出了多种不同的商用表面加工。例如,表面可以是高反射的或者无光泽的;可以是光面的、抛光的或压花的;可以是着色的、彩色的、电镀的或者在精密钢管表面蚀刻有图案,以满足设计人员对外观的各种要求。

龙丽金属材料有限公司服务优势
售前的【河南洛阳精密光亮管】服务团队,为客户提供售前产品咨询服务和售后【河南洛阳精密光亮管】产品保障服务。
售中积j i与客户洽谈业务合作、无偿进行现场技术交流、实地考察、【河南洛阳精密光亮管】产品设计。
售后完善的售后服务,公司成立10多人的【河南洛阳精密光亮管】售后团队服务覆盖全国各地。

