
产品详细介绍
以下是:止水铜片发货快价格的产品参数
导读 止水铜片发货快价格,金鸿耀工程材料有限公司为您提供止水铜片发货快价格产品案例,联系人:程经理,电话:15650312333、15650312333,QQ:728882077,发货地:聊城羊里街道办事处发货到河南省 洛阳市 西工区、涧西区、吉利区、洛龙区、孟津区、新安县、栾川县、嵩县、汝阳县、宜阳县、洛宁县、伊川县、偃师区。 河南省,洛阳市 洛阳居天下之中,因地处洛水之阳而得名,有5000多年文明史、4000多年城市史、1500多年建都史,是华夏文明的发祥地之一、丝绸之路的东方起点、隋唐大运河的中心。历史上先后有13个王朝在此建都,是中国建都早、历时长、朝代多的城市。洛阳市有二里头遗址、偃师商城遗址、东周王城遗址、汉魏洛阳城遗址、隋唐洛阳城遗址等五大都城遗址,龙门石窟、中国大运河(回洛仓和含嘉仓遗址)、丝绸之路(汉魏故城、隋唐洛阳城定鼎门、新安汉函谷关遗址)等3项6处世界文化遗产。截至2022年末,洛阳市共有A级旅游景区66处。其中,5A级景区5处,4A级景区30处,3A级景区26处。洛阳市曾获中国旅游城市、园林城市、卫生城市、全国文明城市等称号。
别再纠结于文字描述了,观看视频,让止水铜片发货快价格产品为你展现真实魅力!
以下是:止水铜片发货快价格的图文介绍

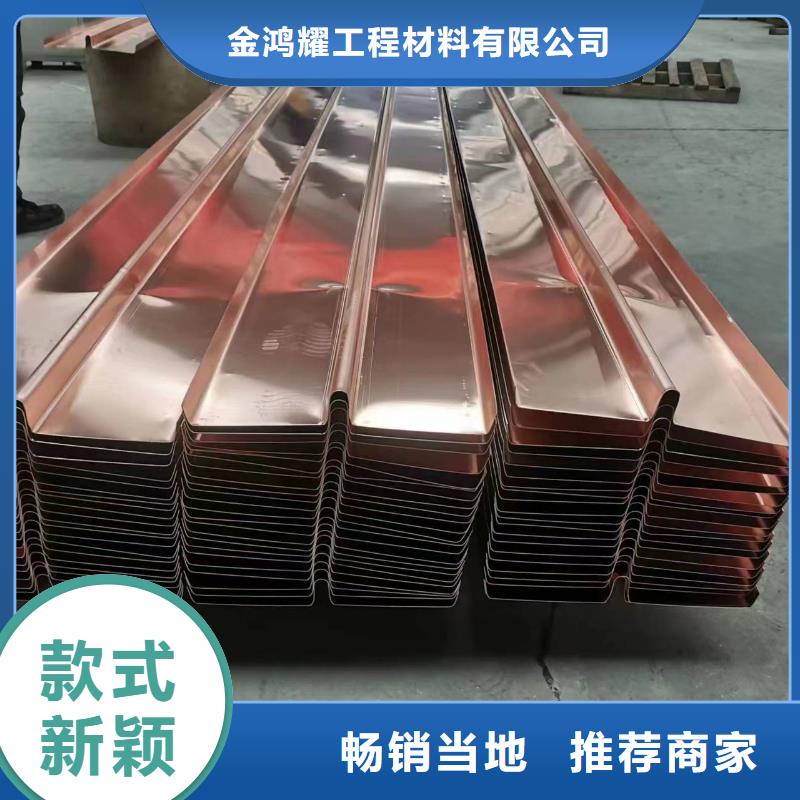
铜止水片焊接过程中焊嘴和焊条应做均匀协调的摆动,河南洛阳止水铜片以控制熔池的热量适当、形状、大小始终保持一直。而在现场焊接作业过程中常常存在如下问题:焊嘴在沿焊缝纵向移动、横向摆动的同时,为做上下跳动,造成熔池温度过高;焊嘴的倾斜角度为按不同阶段进行适当调整;为按照所需火焰能率的变化改变焊条的位置和填入焊条的速度,造成熔池的形状和大小不一致。因此,焊接过程中焊嘴和焊条运动存在不协调情况,造成熔池热量、形状、大小控制不符合要求,从而影响了焊接质量。 细化焊嘴、焊条运动方向控制方案:焊嘴和焊条的运动包括三种动作:a,沿焊缝的纵向移动,不断地熔化工件和焊条,形成焊缝。B,焊嘴沿焊缝做横向摆动,充分加热焊件,使液体金属搅拌均匀,得到致密性好的焊缝。C,焊条在垂直焊缝的方向送进,并作上下移动,调节熔池的热量和焊条的填充量。在焊接时,焊嘴在沿焊缝纵向移动、横向摆动的同时,还要做上下跳动,以调节熔池的温度。 国标止水铜片,根据《水工建筑物止水材料相关规定》,其物理性能需满足抗拉强度205MPa及以上,延伸率在30%以上,铜含量超过99.9%才可称为国标止水铜片。 河南洛阳生产的止水铜片,经质检部门检验合格,属国标产品。且我公司可免费提供质检报告以及质量保障书。同时由于我公司属加工销售一体企业,具有自己的加工生产以及研发团队,因此可批量生产止水铜片,可根据设计大样图免费成型。厂家直销,批量生产,价格优惠,欢迎来电咨询!


河南洛阳止水铜片紫铜片止水带 河南洛阳止水铜片 紫铜止水带价格 按型状分为平板型止水带(中部为平板的止水带)止水带不同形状示意图止水带不同形状示意图变形型止水带(能够适应接缝变形的止水带,又分为封闭型(中心孔等)和开敞型(中心变形体不封口)两种,开敞型包括W型、F型、Ω型、波型等)一、铜板止水带应平整,表面的浮皮、锈污、油渍均应干净。如有砂眼、钉孔、裂纹应予焊补。二、铜板止水带现场接长宜用搭接焊。搭接长度应不小于20mm,且应双面焊接(包括“鼻子”部分)。经试验能够保证质量亦可采用对接焊接,但均不得采用手工电弧焊。三、焊接接头表面应光滑、无砂眼或裂纹,不渗水。在工厂加工的接头应抽查,抽查数量不少于接头总数的20%。在现场焊接的接头,应逐个进行外观和渗透检查。四、铜板止水带安装应准确、牢固,其“鼻子”中心线与接缝中心线偏差±5㎜。定位后应在“鼻子”空腔内填满塑性材料。五、紫铜止水带接头必要时进行强度检查,抗拉强度不应低于母材强度的75%。六、紫铜止水带与PVC止水带接头,宜采用螺栓栓接法(俗称塑料包紫铜),栓接长度不宜小于35cm。七、紫铜止水带安装应由模板夹紧定位,支撑牢固。水平止水片(带)上或下50cm范围内不宜设置水平施工缝。如无法避免,应采取措施把止水带埋入或留出。



止水铜片止水铜板进行成型加工过程中可能会出现表面起皮的现象,河南洛阳止水铜片表面起皮为板带材表面局部或呈带状破裂翻起,使带材表面的完整性和光洁性受到破坏。起皮一般沿轧制方向呈连续或断续分布,并在起皮处可以观察到金属皮与金属基体之间较为光滑,无黏结,有时存在污染物、夹杂等。引起起皮的原因主要为铸锭本身存在组织缺陷,如气孔、夹杂(渣)等.另一方面,热轧压合及当轧件表面在前工序受到外来物损伤,如磕碰伤、杂物压入等,在后续加工过程中造成金属流动出现断续而造成。对于铸锭内部组织缺陷,板带厚度越小,起皮越容易暴露;同时起皮料经过进一步轧制,会出现压漏或孔洞现象。 铜片止水加工生产过程中,应保持平整,表面的浮皮、锈污、油渍均应干净。如有砂眼、钉孔、裂纹应予焊补。现场接长宜用搭接焊。搭接长度应不小于20mm,且应双面焊接(包括“鼻子”部分)。经试验能够保证质量亦可采用对接焊,但均不得采用手工电弧焊。 保证焊接接头表面的光滑、无砂眼或裂纹,不渗水。在工厂加工的接头应抽查,抽查数量不少于接头总数的20%。在现场焊接的接头,应逐个进行外观和渗透检查合格。焊材需采用止水铜板母材的剪条,将脱氧剂放在焊粉中,焊粉采用气剂301。 焊接火焰选用中性焰:氧化焰会使熔池氧化,在焊缝中形成脆性的氧化亚铜;碳化焰则会产生一氧化碳和氢气,进入焊缝形成气孔。焊前首先将焊件预热:预热温度为400~500℃。由于高温铜液容易吸收气体,是焊缝金属产生多孔性的缺陷,同时,焊缝热影响区的晶粒粗大,还会使焊接接头的力学性能降低,所以焊缝的焊接层数越少越好,焊接时采用单道焊。焊后捶击焊接接头,使金属晶粒变细,从而提高其力学性能。 铜片止水安装也需严格按照标准执行,不得在表面上打孔,避免歪曲变形或其他损坏,安装时,其中线应与缝中线重合,其差错不大于±5mm,两边平段歪斜差错紫铜止水不大于±5mm,应对鼻子部分进行加固固定,防止浇灌混凝土时发生移位、偏离等情形。止水铜板安装浇灌过程中,应安排值班技术人员全程监工,注意检查止水片变形偏移情况,如有偏移,应立即予以纠正。混凝土浇灌人员应加强对紫铜止水片周边砼的平仓、振捣,防止骨料集中或欠振、漏振。振捣时振捣器不得触及止水片,并保持30cm以外的距离。 不得使用变形、裂纹和撕裂的聚氯乙稀(PVC)或橡胶止水带,铜止水片与橡皮止水的连接一般为垂直连接,连接方法采用氯丁胶粘接,粘接长度大于70MM,粘接前,将橡皮止水的凸起割掉形成平面,用手挫打毛,然后将粘接面涂上氯丁胶进行粘接,粘接必须牢固,防止裂缝。粘接后,将表面用螺栓加铁板进行固定。



金鸿耀工程材料有限公司始终坚持“用户至上,质量可信”的宗旨,按用户要求开发、生产 河南洛阳止水铜片产品,确保产品设计、原材料采购、生产制造、检验、包装防护和交付、售后服务等全过程处于受控状态,确保产品技术标准达到同类产品标准,保证按质、按期交货,为顾客提供可靠的 河南洛阳止水铜片和满意服务。企业以高质量求产品创新,以率强化企业管理,以高服务取信用户,奋发图强,勇攀高峰。


总结 选购止水铜片发货快价格来河南省洛阳市找金鸿耀工程材料有限公司,我们是厂家直销,产品型号齐全,确保您购买的每一件产品都符合高标准的质量要求,选择我们就是选择品质与服务的双重保障。联系人:程经理-15650312333,{QQ:728882077},地址:[羊里街道办事处]。