




30秒一段产品介绍视频,带你了解无缝钢管精密无缝钢管做工细致产品的功能、特点和使用方法。
以下是:无缝钢管精密无缝钢管做工细致的图文介绍

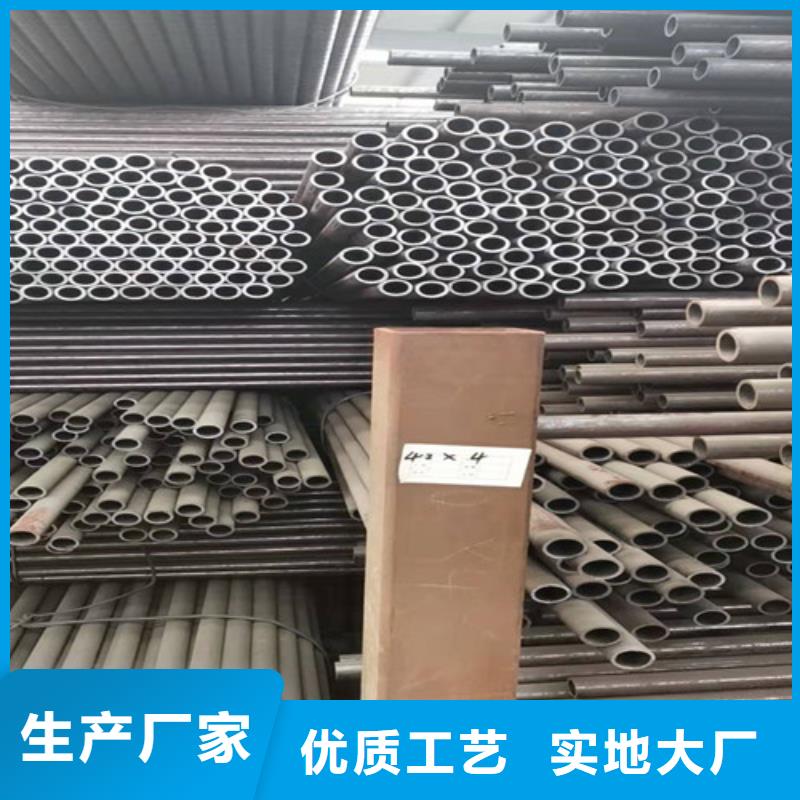
无缝钢管精密无缝钢管做工细致

小口径无缝钢管重量计算公式:(外径-)*]*0.02466 = kg/米(每米的重量)
小口径无缝钢管一般规格:
外径在(6mm-89mm)之间的大家习惯称之为小口径无缝管、因为他的直径比较的小。
在(1mm-12mm)其实还可以分为:小口径厚壁无缝管、当地小口径薄壁无缝管。
无缝钢管的规格通常用外径*(单位:mm)表示。无缝钢管按生产方法可分为热轧无缝钢管和冷轧(拨)无缝钢管两大类。热轧无缝钢管分一般钢管,低中压锅炉钢管,高压锅炉钢管、合金钢管、同城不锈钢管、当地石油裂化管、本地地质钢管和其它钢管等。冷轧(拨)无缝钢管除分一般钢管、附近低中压锅炉钢管、附近高压锅炉钢管、合金钢管、附近不锈钢管、本地石油裂化管、本地其它钢管外,还包括精密钢管、同城碳素薄壁钢管、本地合金薄壁钢管、附近不锈钢薄壁钢管、当地异型钢管等。热轧无缝管外径一般大于32mm,.5-75mm,冷轧无缝钢管外径可以到6mm,可到0.25mm,薄壁管外径可到5mm小于0.25mm,冷轧比热轧尺寸精度高。在管道工程中,管径超过57mm时,常选用热轧管,管径小于57mm时常用冷拔(轧)管。


按生产方法不同可分为热轧管、附近冷轧管、当地冷拔管、本地挤压管等, 热轧无缝管一般在自动轧管机组上生产。
实心管坯经检查并表面缺陷截成所需长度, 在管坯穿孔端端面上定心 然后送往加热炉加热 在穿孔机上穿孔 在穿孔同时不断旋转和前进, 在轧辊和顶头的作用下, 管坯内部逐渐形成空腔称毛管, 再送至自动轧管机上继续轧制经均整机均整, 经定径(减径)机定径, 达到规格要求, 利用连续式轧管机组生产热轧无缝钢管是较先进的方法, 若欲获得尺寸更小和质量更好的无缝管, 必须采用冷轧 冷拔或者两者联合的方法冷轧通常在二辊式轧机上进行, 钢管在变断面圆孔槽和不动的锥形顶头所组成的环形孔型中轧制, 冷拔通常在单链式或双链式冷拔机上进行 挤压法即将加热好的管坯放在密闭的挤压圆筒内穿孔棒与挤压杆一起运动, 使挤压件从较小的模孔中挤出, 此法可生产直径较小的钢管。



德运华金属材料有限公司(漯河分公司)拥有年轻而又富有活力的 5310高压无缝管设计、生产、销售、售后团队300人,我们重视培养 5310高压无缝管精英。公司选用了各种优质进口原材料,配合高科技设备,充分运用高新技术成果,在设计和制作的过程中时刻把握 5310高压无缝管质量,真正体现了倾情设计,精心打造,使每一件 5310高压无缝管的优势及使用功能都发挥到致j i!


