



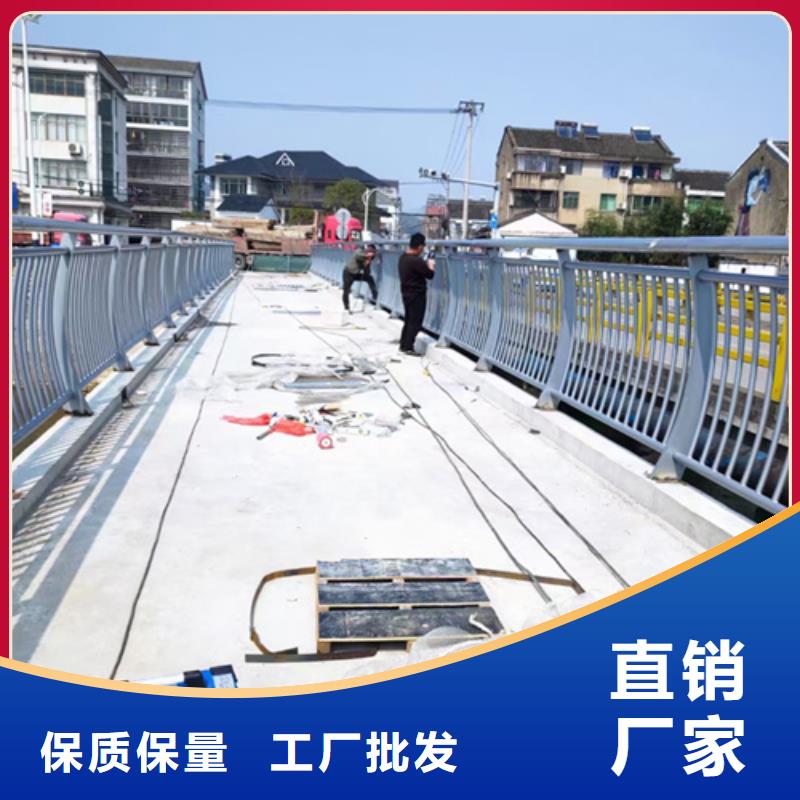

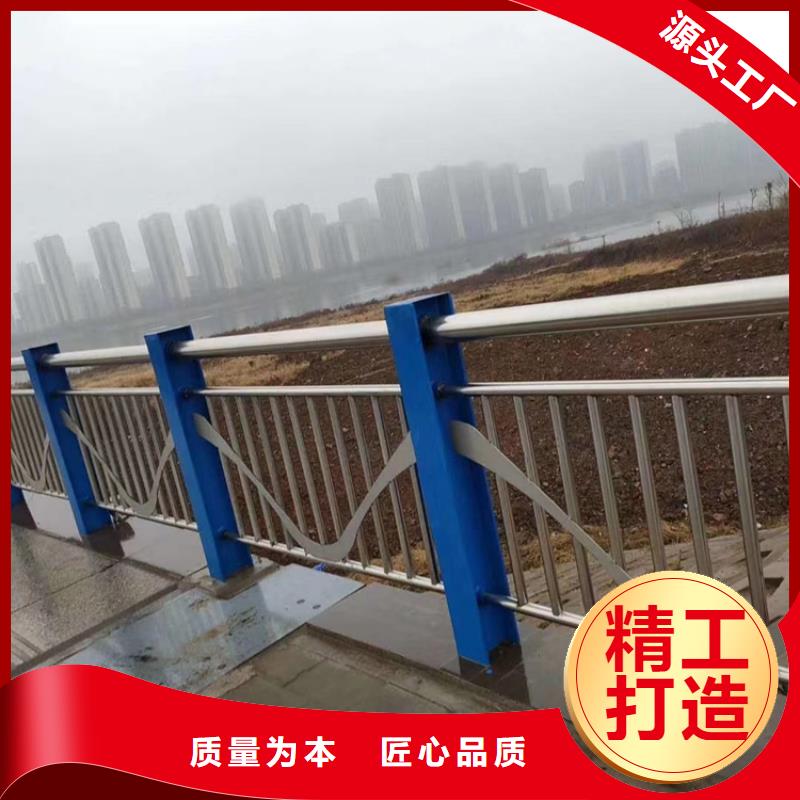
无论您是初次接触还是已经熟悉,我们的不锈钢复合管护栏不锈钢复合管道路护栏经久耐用产品视频将为您带来全新的视觉体验,让您对产品有更深入的了解。
以下是:不锈钢复合管护栏不锈钢复合管道路护栏经久耐用的图文介绍


不锈钢复合管护栏接点如何焊接?由于不锈钢导热系数小,且焊接时高温停留时间不宜太长,所以,焊接复合层时,应选择热输入量小的焊接方法.同时,由于复合管的焊接顺序为先焊复合层。 由于复合层和基层之间不易熔焊在一起,所以在组对前,首行封焊。封焊应选用热输入量小的焊接方法,所以,对于封焊,我们仍果用手工钨极氩弧焊。对于过渡层,其熔敷金属成分十分复杂,为了使合金浓度梯度不太大,应选择热输入稍大一些的焊接方法,则我们采用焊条电弧焊进行焊接。 由于基层材质为碳钢,是一种常见的材质,焊接工艺十分成熟,所以对于基层的焊接采用焊接电弧焊,以焊接施工效率。复层的焊接打底层采用单面焊双面成型焊接工艺,焊接位置一般为水平固定,焊接难度较大,打底层的焊接是复合管得接质量要求的工序,焊工必须具有过硬的水平和高度的责任感。



通常护栏表面处理工艺有浸塑、喷塑、喷漆处理,那么详细到工地基坑护栏用哪种表面处理呢?工地基坑护栏的表面处理方法通常都是用喷塑,外表上平滑漂亮,丝塑一体,通常喷塑成或许是白色,终做喷漆处理成红白色或许黄黑色。 工地基坑护栏用哪种表面处理咱们都晓得为了给护栏做好防水,全部会在护栏的表面做一层防水处理,一方面起到雅观的作用,此外一方面护栏运用寿命更长。喷塑的流程是将工地基坑护栏带正电,用喷将塑粉末并带上负点,塑料粉末就会平均吸附在工地基坑护栏上,而后进入200度控制的炉内溜平(使塑料溶化,平滑)。 在工地基坑护栏的表面做喷塑处理,不需稀料,施工对环境无污染,对害;涂层外表品质,附着力及机械强度强;喷涂施工固化时光短;涂层耐腐耐磨实力高出很多;不需底漆;施工简便,对工人技艺要求低;本钱低于喷漆。 不锈钢复合管护栏是生活中常常见到的,不锈钢复合管护栏结构一般分为主杆和立柱,立柱也可以称之为立管,就是用来支撑主管的。不锈钢复合管:材质为铁管,外面包裹着不锈钢层,比较坚固,管口封闭良好的情况下可保证其防锈期限与纯不锈钢无异。


多年来,星华金属材料有限公司始终坚持以精工品质 · 塑造辉煌的核心理念科学发展,并以客户至上、信誉至上为服务核心,一如既往地向客户提供高品质、高性能的 河南漯河不锈钢桥梁护栏产品,以专业技术和贴心服务赢得广大客户的信赖与支持。建设企业,创建品牌,展望未来,星华金属材料有限公司将与您迈向更辉煌的明天。



不锈钢复合管是既保证复合层对齐无焊接缺陷,是用坡口机制备坡口,并将内径扩张为等径,坡口两边各剥出12毫米复合层,直观地使复合层对齐,用氩弧焊打底,但焊肉不得超过复合层厚度。目的是用焊肉将基层与复合层间隙覆盖,防止油或锈产生的气体进入下道焊缝熔池中而使焊缝产生气孔缺陷。 不锈钢复合管于2002年标准GB/T18704-2002正式颁布,从材料质量选择,检验等方面都有了一整套严格规范的管理,由于外表美观、价格低廉等优点,现已广泛用于桥梁护栏,装饰装潢,车辆附件,输送辊轮,纺机配件等领域。 不锈钢复合管护栏在家装中的分类现在不锈钢发普及,越来越多的行业和地方用到不锈钢产品,它给我们带来了便利。那么我们在对房屋进行装修,使用带的不锈钢复合管栏杆有哪些分类和注意事项呢,家装不锈钢栏杆分为:镀锌铁管、铜管、不锈钢管、铝塑复合管、复合管、pvc管。 这些不同材料的栏杆的性质和使用上面有明显的区别,像我们使用的PVC(聚氯)塑料管是一种现代合成材料,由于其强度远远不能适用于水管的承压要求,所以极少使用于自来水管。大部分情况下,PVC管适用于电线管道和排污管道;镀锌铁管是目前使用量多的一种材料,但是因为它长时间后由于锈蚀造成水中重金属含量过高,影响,许多发达和地区的部门已开始明令禁止使用镀锌铁管。


对于内衬不锈钢复合管焊接时,先对破口进行封底焊接,便复层与基层不会脱离,封底焊接可接增加接头不锈钢层的厚度,使接头对错边,气孔等缺陷不,增强耐蚀能力.采用.弧焊封焊、打底和热焊、孚电弧焊填充和盖面的焊接方法,在适当的工艺参数,并采取适当的工艺措施,可保证接头的性能。 内衬不锈钢复合管护栏有什么优点1、具有良好的机械性能;由于内外两层均为金属材料,所以其抗压、抗冲击性强,抗拉强度大,伸长率高,弹性模量值高,热系数小,尤其适宜高层建筑给水的立管与支管及地埋敷设用。 如何控制不锈钢复合管的焊接质量不锈钢复合管是一种新型金属复合材料,具有不锈钢抗腐蚀和卓越美丽的外表及抗弯强度和抗冲击性。但由于它是将不锈钢板先卷制焊接,再与碳钢管一起冷拔而成,其基层与复层之间具有一定的空隙,这给焊接施工造成很大的困难。 那么不锈钢复合管有哪两种焊接措施呢首先是用磨光机制备正常坡口,但人挑选管内径差异不超过0.5毫米的复合管组对,用氩弧焊打底,但焊肉严禁超过复合层厚度。利用焊接过程的加热,使复合层与基层之间的油或锈产生的气体充分从坡口处的间隙蒸发溢出,过渡层焊肉也不得超过复合层厚度,第三第四道为正常焊接。



