


文字的描绘可能无法完全捕捉【不锈钢护栏【波形护栏】优良工艺】产品的精髓,观看视频,让产品自己向您诉说它的故事。
以下是:【不锈钢护栏【波形护栏】优良工艺】的图文介绍
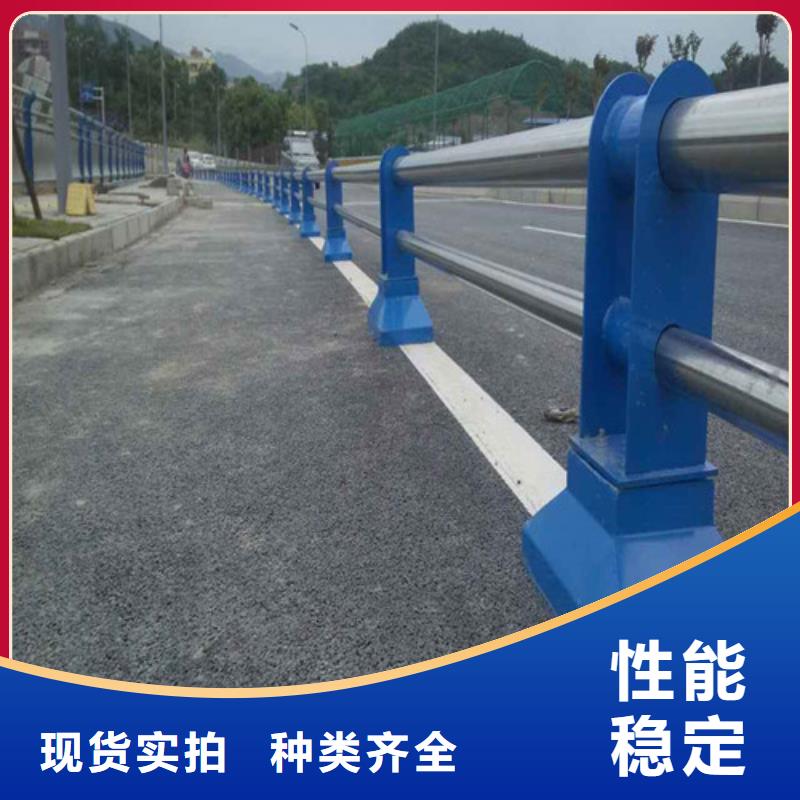
短期内没有止跌的迹象,综上所述,预计明日市场价格或弱势运行不锈钢桥梁灯光护栏与碳钢护栏防腐措施相比有如下独特的优势: 、连接方便,可实现任意连接工艺,尤其是焊接,这是任何一种防腐措 施所无法比拟的。 第二、该管具有很好的整体性,不会出现龟裂、撬皮等现象,可轻易实现内衬层厚度均匀;对基管的前期处理要求不严,不需要严格清洗,因为它是机械复合,只要两接触面没有多余杂质即可,因此能降低制造成本; 第三、自身强度高、韧性好,康振颤、抗弯曲、不易划伤,利于搬运及在恶劣条件下的作业等有利条件;抗高温,该管可在700℃以下的环境中长期工作不变形,这也是其它防腐措施所不及的优势; 第四、能较好实现旧油管的修复再用,因为该工艺对内壁要求不严,尤其是对于那些被腐蚀成麻抗的钢管内壁,衬层在高压撑胀力的作用。下会紧紧贴附于麻抗底部,也就是说对于凹凸不平的钢管内表面防腐,是该工艺的强项,其它工艺则无法实现。



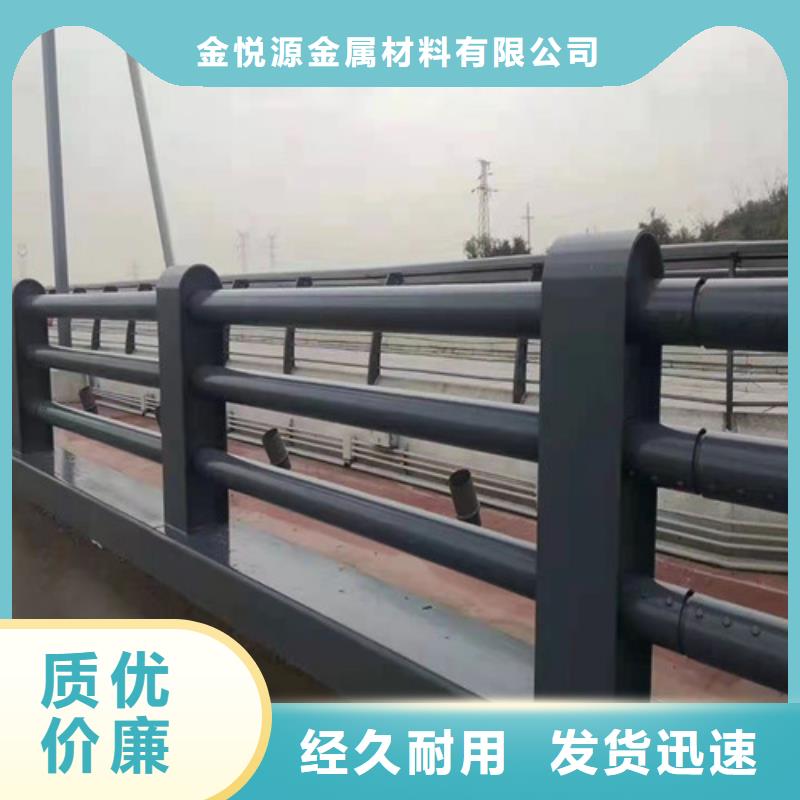
焊接时尽量做到不摆动、 多道焊接, 以减少焊接过程中的成分稀释。 不锈钢复合钢管的焊接坡口原则上采用机械加工, 在施工现场时也可采用等离子弧切割和火焰切割等方法来加工坡口, 但是需要留有足够的加工余量以备坡口加工面的氧化层和过热层。 从焊接工艺的角度,不锈钢复合钢管可以采用焊条电弧焊进行焊接, 也可以采用埋弧焊结合焊条电弧焊的焊接工艺。 内衬不锈钢复合钢管过渡层的熔融金属成分复杂,为了使金属成分的梯度不至于过大, 因此, 采用热输入稍大的 SMAW 焊。 过渡层焊接的焊条宜选择工艺性能较好的酸性焊条 E4303, 标准 2.5 mm。 不锈钢复合钢管采用 V 形坡口单面焊接工艺时, 基层部分的焊接也应选取高铬镍奥氏体焊材, 否则会在基层与过渡层及坡口部分焊缝熔合区形成马氏体组织, 甚至出现微裂纹。 为减小焊缝金属熔合比, 基层焊接应采用较小的焊接线能量分道焊接, 尽可能地减少电弧在坡口处的停留时间。



金悦源金属材料有限公司致力于向客户提供满足其需求的 湖南娄底不锈钢景观护栏, 以及售后服务和解决方案,为客户创造长期价值。 以企业“重信用,守合同,保证质量”为核心宗旨目标;并与多家 湖南娄底不锈钢景观护栏品牌商建立了长期稳定的关系;不断升级、创新;不断公司的技术平台实力来满足日益增长的市场需求,以便更优的带动公司内部运营效率,为企业提供服务。

