


想要了解HDPE硅芯管PE钢带增强螺旋波纹管产地直销产品吗?点击观看我们上传的视频介绍,它将用更直观的方式展现产品的特点和优势,让您对产品有更深入的了解。
以下是:HDPE硅芯管PE钢带增强螺旋波纹管产地直销的图文介绍


HDPE硅芯管厂家监理单位采取行之有效的工作方式,严格日常工作进度,多检查,尽早签证,减少验交工作量,提高工程验交的一次合格率,降低工程验交费用,节约投资。PE硅芯管-HDPE硅芯管厂家-PE燃气管厂家施工单位应加强施工管理、严格过程控制,使工程的每一个施工环节处于受控状态,以工艺质量保工序质量,以工序质量促工程质量的提高。以上几个环节质量得到了控制和加强,就可提高PE硅芯管管道气吹光缆的效率、增强使用功能,才能为业主提供良好的基础网络资源和创造良好的经济效益。
HDPE硅芯管配套接续密封连接件的规格、程式应符合设计规定。PE硅芯管的切割、连接等应使用专用工具操作。PE硅芯管接头点应尽量不设置在常年或季节性积水地段。接头点应尽量远离高温热源及其他易受腐蚀地区。PE硅芯管-HDPE硅芯管厂家-PE燃气管厂家敷设后不能立即接续时,硅芯管应留有充足的重叠长度,以备日后接续使用,同时掩埋保护并做出标志。
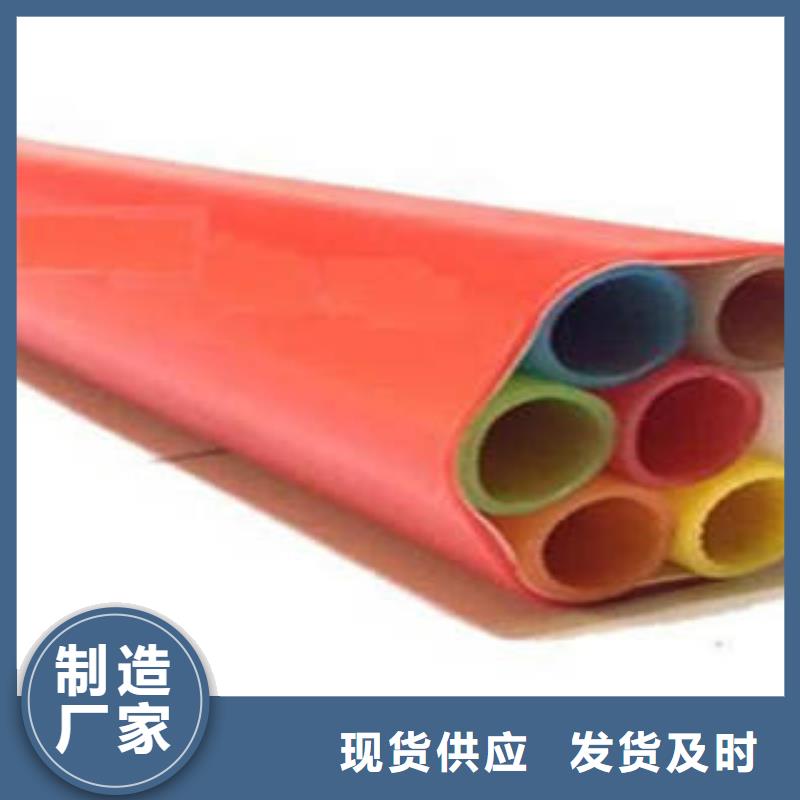
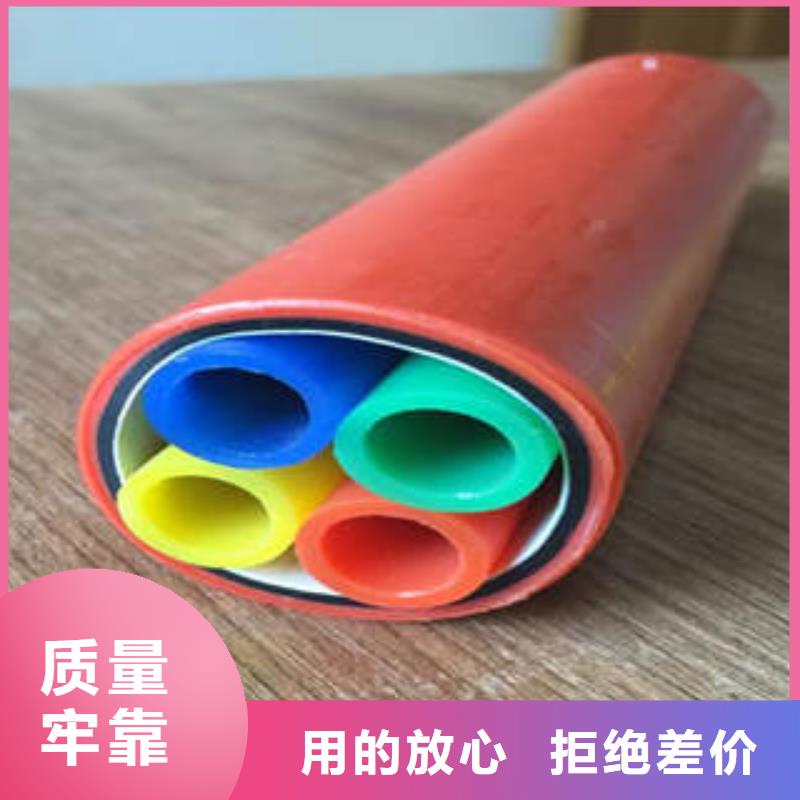
PE硅芯管的结构优良,PE硅芯管-HDPE硅芯管厂家-PE燃气管厂家的硅芯层是通过高压均匀涂抹在HDPE地内壁,使得两者能够很好的融合为一个整体,没有内外层之分,不会被剥离。PE硅芯管的质量轻,安装方便,硅芯管的基体是HDPE合成树脂层,它的化学成分是HDPE,相对同类管材,质量只有十分之一,便于运输储存。
HDPE硅芯管具有超过普通管材的强度、钢性和抗压性,能够很好的保护里面的硅芯层,具有类似于钢材的抗拉伸性。PE硅芯管加工时不添加重金属盐稳定剂,材质性,无结垢层,不滋生细菌,很好地解决了城市饮用水的二次污染。良好的施工性能:管道质轻,焊接工艺简单,施工方便,工程综合造价低。PE硅芯管之所以能风靡市场,其原因主要在于其外层是采用坚韧的HDPE合成树脂层(即高密度聚乙烯),而管道的内壁是采用固态的硅材料润滑层。
简单来说,PE硅芯管和传统的管材相比,具有以下优势:PE硅芯管厂家的内壁虽然是硅芯层,但是其是摩擦系数小的固态润滑剂,保证内壁光滑,管道输送损失比钢管要低30%。在正常的生产过程中发现生产的产品表面有滑痕。PE硅芯管的耐腐蚀性能,除少数强氧化剂外,可耐多种化学介质的侵蚀;无电化学腐蚀。长久的使用寿命,在额定温度、压力状况下,PE管道可使用50年以上。
解决方法:HDPE硅芯管出现此现象的原因可能有两种,一是PE硅芯管原材料太潮湿引起的产出表面有气泡而高出表面,在通过定型换套时,就会产生均匀伤疤也就是我们看到的滑痕。要解决这类原因引起的滑痕,将原材料进行烘干或者增加消泡材料(多不能超过5%的用量)就可以了。第二种可能是就温度过高,只要温度适当调低就行了。生产过程中产品自然增大,并且有发泡现象。解决方法:引起生产的产品自然增大的主要原因是温度过高,可降低温度,等到调节的温度达到所需的温度在重新挤出。
HDPE硅芯管配套接续密封连接件的规格、程式应符合设计规定。PE硅芯管的切割、连接等应使用专用工具操作。PE硅芯管接头点应尽量不设置在常年或季节性积水地段。接头点应尽量远离高温热源及其他易受腐蚀地区。PE硅芯管-HDPE硅芯管厂家-PE燃气管厂家敷设后不能立即接续时,硅芯管应留有充足的重叠长度,以备日后接续使用,同时掩埋保护并做出标志。
PE硅芯管的结构优良,PE硅芯管-HDPE硅芯管厂家-PE燃气管厂家的硅芯层是通过高压均匀涂抹在HDPE地内壁,使得两者能够很好的融合为一个整体,没有内外层之分,不会被剥离。PE硅芯管的质量轻,安装方便,硅芯管的基体是HDPE合成树脂层,它的化学成分是HDPE,相对同类管材,质量只有十分之一,便于运输储存。
HDPE硅芯管具有超过普通管材的强度、钢性和抗压性,能够很好的保护里面的硅芯层,具有类似于钢材的抗拉伸性。PE硅芯管加工时不添加重金属盐稳定剂,材质性,无结垢层,不滋生细菌,很好地解决了城市饮用水的二次污染。良好的施工性能:管道质轻,焊接工艺简单,施工方便,工程综合造价低。PE硅芯管之所以能风靡市场,其原因主要在于其外层是采用坚韧的HDPE合成树脂层(即高密度聚乙烯),而管道的内壁是采用固态的硅材料润滑层。
简单来说,PE硅芯管和传统的管材相比,具有以下优势:PE硅芯管厂家的内壁虽然是硅芯层,但是其是摩擦系数小的固态润滑剂,保证内壁光滑,管道输送损失比钢管要低30%。在正常的生产过程中发现生产的产品表面有滑痕。PE硅芯管的耐腐蚀性能,除少数强氧化剂外,可耐多种化学介质的侵蚀;无电化学腐蚀。长久的使用寿命,在额定温度、压力状况下,PE管道可使用50年以上。
解决方法:HDPE硅芯管出现此现象的原因可能有两种,一是PE硅芯管原材料太潮湿引起的产出表面有气泡而高出表面,在通过定型换套时,就会产生均匀伤疤也就是我们看到的滑痕。要解决这类原因引起的滑痕,将原材料进行烘干或者增加消泡材料(多不能超过5%的用量)就可以了。第二种可能是就温度过高,只要温度适当调低就行了。生产过程中产品自然增大,并且有发泡现象。解决方法:引起生产的产品自然增大的主要原因是温度过高,可降低温度,等到调节的温度达到所需的温度在重新挤出。



润星电力管材有限公司始终秉承“用户就是上帝”和“满足 广西柳州HDPE双壁波纹管用户的需求就是我们的追求”的经营理念;切实以“精益求精”作为我们科技创新、持续发展的潜在动力,“您选 广西柳州HDPE双壁波纹管产品就是选客户”是贵我两司业已达成的共识,我们诚恳期待并相信能与所有客户和同仁实现互利共赢,共创美好未来。
HDPE硅芯管PE钢带增强螺旋波纹管产地直销


规格可为150mm×0.2mm(宽×厚)。标志带应采用黑色字体印制“此处下方有光缆,小心!”、“工程名称”、“建设时间”等说明文字。光缆(硅芯管)同沟敷设施工应按工程设计文件及相关产品说明进行。硅芯管施工单位制定的施工操作规程应贯彻本规范的要求,施工操作人员应经过相应的技术培训并持证上岗。HDPE硅芯管施工单位应编制施工方案,并在施工前进行设计交底和技术交底。施工方案应不少于下列内容:工程概况,施工部署,施工进度计划,资源配置计划,主要施工方法和质量标准,质量保证措施和保证措施,施工平面布置,施工记录。光缆(硅芯管)同沟敷设施工应做好施工记录,隐蔽工程施工记录应有建设或监理单位代表确认。光缆敷设施工的其他要求按现行通行业标准《电网光纤数字传输系统施工及验收暂行规定》(YDJ44)执行。
人(手)孔施工及验收应按现行 标准YD5103执行,施工中的技术和劳动保护应按现行 标准SY6444执行。硅芯管绑扎成束后,宜采用固定拖车法低速穿入保护套管内,避免光纤直接受力和光缆受损,硅芯管拖放时,宜采用油膏或滑石粉等润滑措施,以减小摩擦阻力。硅芯管穿越施工时两侧应有可靠通联络,穿越施工完毕后,硅芯管和保护套管两端应防水封堵,应及时对硅芯管进行试通检验和对光缆进行指标测试。硅芯管穿越隧道应符合下列要求:隧道两端引上部分应采用钢管保护,保护套管两端应有效封堵,硅芯管不宜在隧道内接头。光缆(硅芯管)交越同沟管道,交越点宜选择在土层较厚的地段,并应避开管道设施及光缆(硅芯管)穿跨越点。硅芯管施工单位按合同规定范围内的工程全部完成后。
应及时进行工程交工验收。硅芯管竣工技术资料应符合以下要求:工程竣工验收前,应由施工单位负责编制竣工技术资料一式三份交建设单位。硅芯管竣工技术资料应包括以下内容:竣工图可利用原有施工图改绘,变更较大的部分应重新绘制;隐蔽工程签证;工程说明、建筑安装工程量总表、设计变更通知单、开、停、复、竣工报告、工程洽商纪要、验收等。硅芯管抽查人(手)孔的数量应不少于其总数量的10%;埋式硅芯管路由、标石位置、规格、数量、埋深及面向。硅芯管口的堵塞、硅芯管的标志,硅芯管规格、管群排列与敷设、安装质量,水底硅芯管路由、标志牌规格、数量、面向、埋深及保护措施;人(手)孔位置、建筑质量及预埋铁件的安装质量;硅芯管要求全部清洁和试通;
硅芯管的清洁可采用气吹海绵球,以沿硅芯管方向阻塞的积水和灰尘;硅芯管在施工完毕后2周内应进行通棒试验,即采用直径不小于硅芯管标称内径80%、长度为100mm的木梭或硬橡胶棒放入始端,用气吹法应顺利吹出对端。光缆验收应按现行 标准YDJ44执行;光缆线路对地绝缘指标应符合现行 标准YD5012的规定;光缆色散、PMD特性、衰减指标应符合设计要求。核对竣工图纸的内容、人(手)孔及标志的设置是否与实际相符。生产硅芯管的主料应使用符合 标准的高密度聚乙烯挤塑树脂。在保证符合本规范规定技术条件下,单色黑色管可以使用不超过10%的少量清洁的回用料,其他颜色的硅芯管不得使用。硅芯管外观颜色均匀一致;
人(手)孔施工及验收应按现行 标准YD5103执行,施工中的技术和劳动保护应按现行 标准SY6444执行。硅芯管绑扎成束后,宜采用固定拖车法低速穿入保护套管内,避免光纤直接受力和光缆受损,硅芯管拖放时,宜采用油膏或滑石粉等润滑措施,以减小摩擦阻力。硅芯管穿越施工时两侧应有可靠通联络,穿越施工完毕后,硅芯管和保护套管两端应防水封堵,应及时对硅芯管进行试通检验和对光缆进行指标测试。硅芯管穿越隧道应符合下列要求:隧道两端引上部分应采用钢管保护,保护套管两端应有效封堵,硅芯管不宜在隧道内接头。光缆(硅芯管)交越同沟管道,交越点宜选择在土层较厚的地段,并应避开管道设施及光缆(硅芯管)穿跨越点。硅芯管施工单位按合同规定范围内的工程全部完成后。
应及时进行工程交工验收。硅芯管竣工技术资料应符合以下要求:工程竣工验收前,应由施工单位负责编制竣工技术资料一式三份交建设单位。硅芯管竣工技术资料应包括以下内容:竣工图可利用原有施工图改绘,变更较大的部分应重新绘制;隐蔽工程签证;工程说明、建筑安装工程量总表、设计变更通知单、开、停、复、竣工报告、工程洽商纪要、验收等。硅芯管抽查人(手)孔的数量应不少于其总数量的10%;埋式硅芯管路由、标石位置、规格、数量、埋深及面向。硅芯管口的堵塞、硅芯管的标志,硅芯管规格、管群排列与敷设、安装质量,水底硅芯管路由、标志牌规格、数量、面向、埋深及保护措施;人(手)孔位置、建筑质量及预埋铁件的安装质量;硅芯管要求全部清洁和试通;
硅芯管的清洁可采用气吹海绵球,以沿硅芯管方向阻塞的积水和灰尘;硅芯管在施工完毕后2周内应进行通棒试验,即采用直径不小于硅芯管标称内径80%、长度为100mm的木梭或硬橡胶棒放入始端,用气吹法应顺利吹出对端。光缆验收应按现行 标准YDJ44执行;光缆线路对地绝缘指标应符合现行 标准YD5012的规定;光缆色散、PMD特性、衰减指标应符合设计要求。核对竣工图纸的内容、人(手)孔及标志的设置是否与实际相符。生产硅芯管的主料应使用符合 标准的高密度聚乙烯挤塑树脂。在保证符合本规范规定技术条件下,单色黑色管可以使用不超过10%的少量清洁的回用料,其他颜色的硅芯管不得使用。硅芯管外观颜色均匀一致;



PE硅芯管长久的使用寿命:在额定温度、压力状况下,PE管道可使用50年以上。PE硅芯管较好的耐冲击性:PE管韧性好,耐冲击强度高,重物直接压过管道,不会导致管道破裂。PE硅芯管可靠的连接性能:PE管热熔或电熔接口的强度高于管材本体,接缝不会由于土壤移动或活载荷的作用断开。PE硅芯管良好的施工性能:管道质轻,焊接工艺简单,施工方便,工程综合造价低。PE硅芯管电热熔接性:采用专用电热熔焊机将直管与直管、直管与管件连接起来。一般多用于160mm以下管。PE硅芯管热熔对接连接:采用专用的对接焊机管道连接起来,一般多用于160mm以上管。PE硅芯管钢塑连接:可采用法兰、螺纹丝扣等方法连接。PE硅芯管为方便施工和保证施工质量、还应准备相应的工具。
PE硅芯管的地基选择应该选择无盐类与无尖硬的原土层,如果地基存在上述的情况,应该需要对地基铺垫细土或者细沙,以确保PE管免受到外物的破坏和腐蚀。PE硅芯管的敷设应该避免选择不均匀沉降的地段,如果规划的线路存在着不均匀沉降,那么应该对管道地基进行防沉降处理,以避免因为地基沉降而导致管道破裂。PE硅芯管在敷设过程中,应该遵循蛇行敷设原则,敷设过程中要确保管段上尽量没有承插接头,无缝隙,并且要确保管道的弯曲半径符合相关标准,如果管段上有承插接头时,不应小于125D。PE硅芯管热熔连接前、后,清洁焊接表面和加热工具。焊接表面污物应用洁净棉布擦净,加热工具上的聚乙烯残留物只能用木质刮刀切除。PE硅芯管检查对接焊机是否与管材直径和规定的对接焊周期匹配。
PE硅芯管热熔连接加热时间和加热温度应符合热熔连接工具生产厂家和管材、管件生产厂家的规定,对接焊温度通常在200℃——235℃之间。PE硅芯管热熔连接保压、冷却时间,应符合热熔连接工具生产厂家和管材管件生产厂家的规定,在保压、冷却时间不得移动连接件或在连接件上施加外力。PE硅芯管在对接焊机上管材和管件的焊口,清洁端口。PE硅芯管移动可动夹具,将管材、管件连接面在铣刀上刨平,取下铣刀,检查管端连接面,使其间隙不大于0.3mm。PE硅芯管校直对接焊机上两对应的待接件,使其在同一轴线上,错边不宜大于壁厚的10%。PE硅芯管将加热工具放在两连接面之间。使对接焊机上的管材靠近加热工具并施加一定的压力,直到融化形成沿管材整个外圆周平滑对称的翻边为止。
PE硅芯管加热完毕,待连接件应迅速脱离对接连接加热工具,并应用均匀外力使其完全接触,形成均匀凸缘。硅芯管现场检验应符合以下要求,管材应与有材料测试中心的检测报告和合格。应检查和清点所有硅芯管、接头件及其他相关材料的规格程式和数量,应检查所有硅芯管、接头件及其他相关材料的外包装并作好记录。硅芯管管材附件、接头及密封塞等优质齐备。硅芯管管材的管身和管口不应有变形,接续配件齐全有效,套管(管箍)内径与插口外径应吻合。硅芯管的外型应均匀一致,无缺陷、无刮痕、管材内壁、外壁应光滑、平整、清洁,不允许有气泡、裂口、和显著的凹陷、杂质等,硅芯管管口应光滑平直并与轴向垂直,内外壁熔借紧密,硅芯管色泽应均匀一致。
PE硅芯管的地基选择应该选择无盐类与无尖硬的原土层,如果地基存在上述的情况,应该需要对地基铺垫细土或者细沙,以确保PE管免受到外物的破坏和腐蚀。PE硅芯管的敷设应该避免选择不均匀沉降的地段,如果规划的线路存在着不均匀沉降,那么应该对管道地基进行防沉降处理,以避免因为地基沉降而导致管道破裂。PE硅芯管在敷设过程中,应该遵循蛇行敷设原则,敷设过程中要确保管段上尽量没有承插接头,无缝隙,并且要确保管道的弯曲半径符合相关标准,如果管段上有承插接头时,不应小于125D。PE硅芯管热熔连接前、后,清洁焊接表面和加热工具。焊接表面污物应用洁净棉布擦净,加热工具上的聚乙烯残留物只能用木质刮刀切除。PE硅芯管检查对接焊机是否与管材直径和规定的对接焊周期匹配。
PE硅芯管热熔连接加热时间和加热温度应符合热熔连接工具生产厂家和管材、管件生产厂家的规定,对接焊温度通常在200℃——235℃之间。PE硅芯管热熔连接保压、冷却时间,应符合热熔连接工具生产厂家和管材管件生产厂家的规定,在保压、冷却时间不得移动连接件或在连接件上施加外力。PE硅芯管在对接焊机上管材和管件的焊口,清洁端口。PE硅芯管移动可动夹具,将管材、管件连接面在铣刀上刨平,取下铣刀,检查管端连接面,使其间隙不大于0.3mm。PE硅芯管校直对接焊机上两对应的待接件,使其在同一轴线上,错边不宜大于壁厚的10%。PE硅芯管将加热工具放在两连接面之间。使对接焊机上的管材靠近加热工具并施加一定的压力,直到融化形成沿管材整个外圆周平滑对称的翻边为止。
PE硅芯管加热完毕,待连接件应迅速脱离对接连接加热工具,并应用均匀外力使其完全接触,形成均匀凸缘。硅芯管现场检验应符合以下要求,管材应与有材料测试中心的检测报告和合格。应检查和清点所有硅芯管、接头件及其他相关材料的规格程式和数量,应检查所有硅芯管、接头件及其他相关材料的外包装并作好记录。硅芯管管材附件、接头及密封塞等优质齐备。硅芯管管材的管身和管口不应有变形,接续配件齐全有效,套管(管箍)内径与插口外径应吻合。硅芯管的外型应均匀一致,无缺陷、无刮痕、管材内壁、外壁应光滑、平整、清洁,不允许有气泡、裂口、和显著的凹陷、杂质等,硅芯管管口应光滑平直并与轴向垂直,内外壁熔借紧密,硅芯管色泽应均匀一致。

