
产品详细介绍

导致无缝钢管纵向裂纹原因分析
导致无缝钢管纵向裂纹的原因很多,包括材料因素和工艺因素。如果无缝钢管本身塑性差或退火不好,纵向开裂的概率会增加,但根本原因在于无缝钢管冷拔后的高残余应力。
从断裂力学的观点来看,构件的断裂是其内部微裂纹形成和扩展的结果。无缝钢管的纵向裂纹基本上是脆性断裂,裂纹形状是张开的。
一般来说,金属中微裂纹的存在是不可避免的,但在相同的材料条件下,是否会发生断裂取决于作用在构件上的拉应力。作用在构件上的拉应力可以是外加载荷,也可以是自身存在的残余应力。
冷拔后,尤其是空拔后,无缝钢管具有较高的残余应力,在无缝钢管外表面附近表现为切向和轴向拉应力,其值对于大直径无缝钢管可以达到很大的值。根据上述拉伸断裂机理,可以认为无缝钢管外表面附近存在的切向残余应力对无缝钢管的纵向裂纹起着关键作用。


无缝钢管的管材成形技术性
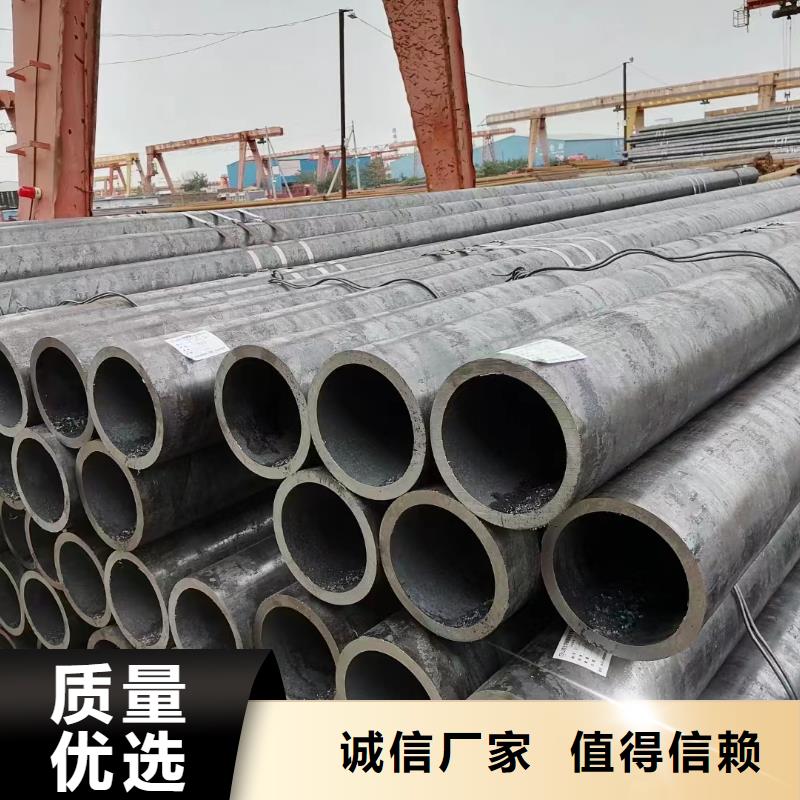
无缝钢管大家较为的掌握,无缝钢管是具备空心横截面、附近沒有接缝处的条形不锈钢板材。无缝钢管广的泛用以生产制造零部件和机械零件。无缝钢管的管材成形技术性关键有冷挤压法、热冲压法、热破孔冷轧法、热推制扩径法,下边一起了解一下无缝钢管管材的成形技术性,期待对您有协助。
1、冷挤压法:挤压成型前必须对胚料开展机械加工预备处理,当挤压成型直徑100毫米下列的管材时,机器设备资金投入小,原材料消耗少,技术性比较完善。
2、热冲压法:无缝钢管是将平板电脑毛胚或事先成形的毛胚固定不动到转动的芯轴上,用旋轮对毛胚施压,旋轮另外作轴径送进,历经一次或数次生产加工,得到各种各样厚壁中空旋转体产品的加工工艺方式。
3、热破孔冷轧法:热破孔冷轧以纵轧拓宽和斜轧拓宽为主导。纵轧拓宽冷轧关键比较有限动芯轴连轧管冷轧,少声卡机架限动芯轴连轧管冷轧,三辊限动芯轴连轧管冷轧及其波动芯轴连轧管冷轧。
4、热推制扩径法:推制扩径机器设备简易,工程造价便宜,检修便捷,经济发展经久耐用,产品规格型号转换灵便,如必须制取大口径弯头等相近产品,只必须一些零配件就可以。合适生产制造中、厚壁厚大直徑无缝钢管材,还可以生产制造不超过机器设备工作能力的厚壁管管。



金海金属材料有限公司地理位置优越,交通便利,设备齐全,技术先进,实行严格的质量管理体系。 主要生产和供应各种 广西柳州冷拔异型管等几十个品种,上千个规格。


、由于无缝钢管精细铸造的缩短大大超越铸铁,为避免铸件呈现缩孔、无缝钢管缩松缺点,在铸造工艺上大都选用冒口和、冷铁和补助等办法,以完成次序凝结。
为避免无缝钢管铸件发生缩孔、缩松、气孔和裂纹缺点,无缝钢管应使其壁厚均匀、避免尖角和直角结构、在铸型用型砂中加锯末、在型芯中加焦炭、以及选用空 心型芯和油砂芯等来改进砂型或型芯的让步性和透气性。
2、由于钢液的流动性差,为避免无缝钢管铸钢件发生冷隔和浇缺乏,铸钢件的壁厚不能小于8mm;选用干铸型或热铸型;恰当进步浇注温度,一般为1520°~1600℃,由于浇注温度高,钢水的过热度大、坚持液态的时间长,流动性可得到改进。可是浇温过高,无缝钢管会引起晶粒粗大、热裂、气孔和粘砂等缺点。因而一般小型、薄壁及形状杂乱的精细铸造件,其浇注温度约为钢的熔点温度+150℃。
以上是小编总结的一些资料,本公司生产的无缝钢管,质量有保障,欢迎咨询。


