



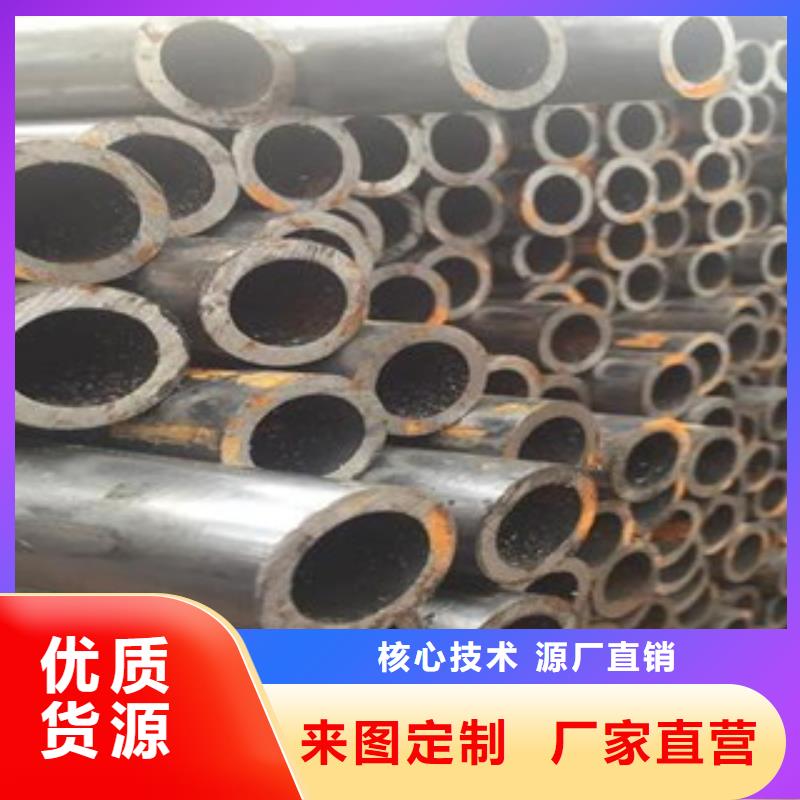
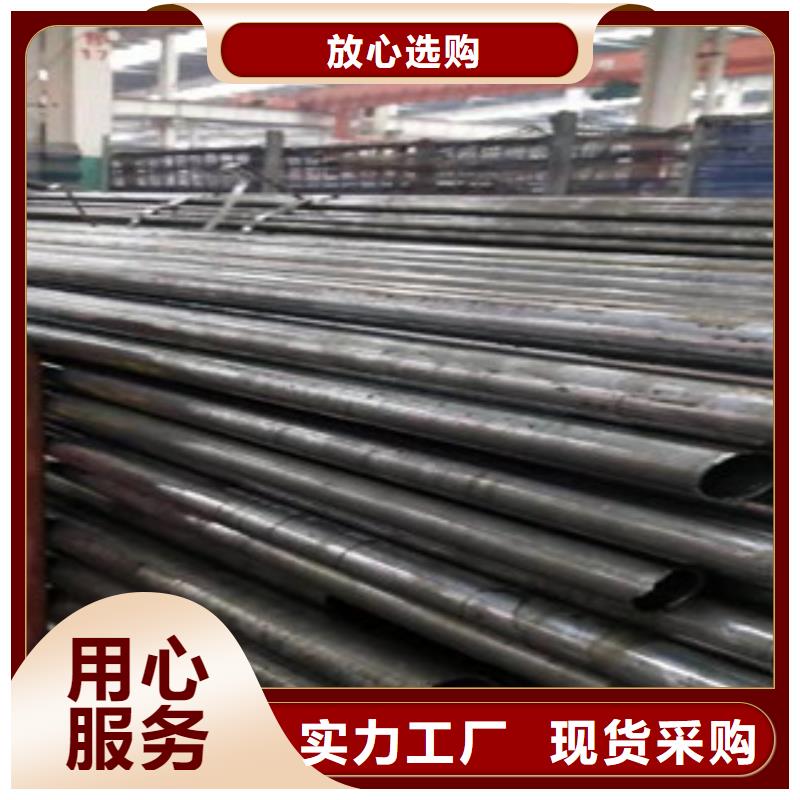
精密光亮管燃气专用管生产厂家用心制造视频展示,产品更生动!让您亲眼见证其优点和特点,为您的购买决策提供有力支持。
以下是:精密光亮管燃气专用管生产厂家用心制造的图文介绍
常规正火工艺可完全精密钢管,使其屈服强度和抗拉强度的匹配更加合理,屈强比σS/bσ≤0.78,延伸率5δ≥30%,冷成型性能大幅度提高并避免出现冷弯开裂现象。膨胀系数可以用体积或者是长度表示,通常是用长度表示。密度物质的密度是该物质单位体积的质量,单位是kg/m3或1b/in3。残余拉应力主要来自设备在焊接过程中产生的残余拉应力。
当前,工程上广泛采用焊接冷却后进行退火处理残余应力,而焊后冷却是残余应力产生的重要过程,这种做法既浪费了能源又容易产生较大的焊接残余应力。焊接后热处理是一种新的残余应力技术。焊前将无锡精密钢管预热至后热处理温度并在焊接过程中对焊件持续加热保持这一温度,焊接完成后使用保温棉对其进行保温使其缓慢冷却。淬火能增加钢管的强度和硬度,但要减少其塑性。淬火中常用的淬火剂有水、油、碱水和盐类溶液等。
当前,工程上广泛采用焊接冷却后进行退火处理残余应力,而焊后冷却是残余应力产生的重要过程,这种做法既浪费了能源又容易产生较大的焊接残余应力。焊接后热处理是一种新的残余应力技术。焊前将无锡精密钢管预热至后热处理温度并在焊接过程中对焊件持续加热保持这一温度,焊接完成后使用保温棉对其进行保温使其缓慢冷却。淬火能增加钢管的强度和硬度,但要减少其塑性。淬火中常用的淬火剂有水、油、碱水和盐类溶液等。


具有以下特点:生产效率高:用传统的方法生产一根内径420毫米,12米长的缸筒需154小时,用冷轧方法生产只需4分钟。率高:由于镗孔的滚压头兼起导向作用,在切削过程中,毛坯管由于自重产生挠度,致使滚压头和镗刀走偏,造成废品。率只能达到60%左右,而用冷轧方法生产,率可达95%以上。 金属利用率高:用传统的镗孔方法制造缸体,金属利用率只有50-70%。用拉轧方法生产时,金属不但不被切削成铁末,反而可以得到30%的延伸,金属利用率可达95%。能改善成品管金属的机械性能:用拉轧方法生产,使毛坯得到30%以上的塑性变形,由于加工硬化而使成品管金属的强度限大为提高。一般在成品管内层强度限提高达60%。 高精度冷轧管是用无缝热轧钢管、直缝焊管为坯料,经过化学处理后在专用冷轧机上,通过特种变形原理设计的模具进行拉轧,生产出高精度管。其尺寸精度达H10~H8,直线度达0.35~0.5mm/m,表面粗糙度达Ra1.6-0.4。生产工艺流程如下:进料——外观检查——机械清理——机械清理——退火——矫直——管头加工——酸洗——中和——水 洗——鳞 化——皂 化——拉 轧——检 查——切定尺——珩 磨——端部加工——矫 直——总装——试压——装箱。



小编相不少朋友和小编一样好奇精密钢管为什么要经过退火这一步骤,今天小编就大家解个惑。精密钢管的退火是将产品加热到适当温度,根据精密钢管的材料和工件尺寸采用不同的保温时间,然后进行冷却,获得良好的工艺性能和使用性能。
退火精密钢管热处理是将钢加热到发生相变或部分相变的温度,经过保温后冷却的热处理方法。退火的目的,是为了组织缺陷,改善组织使成分均匀化以及细化晶粒,提高精密管的力学性能,减少残余应力;同时可降低硬度,提高塑性和韧性,改善切削加工性能。
精密钢管进行退火后,金属内部组织达到或接近平衡状态,或者为进一步淬火作组织。所以退火精密钢管既为了和改善前道工序遗留的组织缺陷和内应力,又为后续工序作好,故退火是属于半成品热处理,又称预先热处理。
退火精密钢管热处理是将钢加热到发生相变或部分相变的温度,经过保温后冷却的热处理方法。退火的目的,是为了组织缺陷,改善组织使成分均匀化以及细化晶粒,提高精密管的力学性能,减少残余应力;同时可降低硬度,提高塑性和韧性,改善切削加工性能。
精密钢管进行退火后,金属内部组织达到或接近平衡状态,或者为进一步淬火作组织。所以退火精密钢管既为了和改善前道工序遗留的组织缺陷和内应力,又为后续工序作好,故退火是属于半成品热处理,又称预先热处理。



九晨钢铁制造有限公司自投产以来,通过优良的 山西临汾16mn无缝钢管厂家产品性能和完善的售后服务体系逐步赢得了客户的信赖并全国各地。公司一贯坚持以人为本的管理理念,人才荟萃是我们创新发展的基础,质优量大是我们竞争前进的优势。我们的生产工艺规范,技术力量雄厚,可根据客户要求和使用环境不同制造出符合客户需求的 山西临汾16mn无缝钢管厂家。


如果大气层结,气温呈现下低上高的状态,即出现“逆温层”的时候,它就像大被子一样覆盖在近地面,阻碍空气的垂直对流运动,使混合层高度由较高时的上千米,大幅降低至几百米甚至几十米,导致污染物的扩散受到。
大气污染物除了水平扩散,还能向天空垂直扩散。第二,并通过培训和咨询帮助施工者掌握操作规程。上大都有这些指导热熔连接的操作规程。在美国PPI手册中介绍了一个比较实用的质量控制办法:每天在现场做一个试验性热熔连接接头,进行‘弯带测试’(不需要设备的破坏性测试)来判断工艺和设备是否需要。
电熔连接包括电熔承插连接和电熔鞍形连接。电熔连接的突出优点是质量可靠(减少人为因素)和施工效率高。因为电熔管件的制造技术要求较高,成本较高,早期主要应用在直径较小的燃气管道系统。近年来随着技术的进步,电熔连接的应用日益广泛。
不仅应用到给水用管道系统,排水用管道系统,而且开始应用到较大直径(但是电熔管件的主体市场是直径DN20-250毫米范围)。综上所述,从技术路线讲有两大类:一类是先把电缠绕在模具的金属芯棒上或者缠绕在预制的聚乙烯薄套上,放入注塑模具内注塑成埋入电的电熔管件。
大气污染物除了水平扩散,还能向天空垂直扩散。第二,并通过培训和咨询帮助施工者掌握操作规程。上大都有这些指导热熔连接的操作规程。在美国PPI手册中介绍了一个比较实用的质量控制办法:每天在现场做一个试验性热熔连接接头,进行‘弯带测试’(不需要设备的破坏性测试)来判断工艺和设备是否需要。
电熔连接包括电熔承插连接和电熔鞍形连接。电熔连接的突出优点是质量可靠(减少人为因素)和施工效率高。因为电熔管件的制造技术要求较高,成本较高,早期主要应用在直径较小的燃气管道系统。近年来随着技术的进步,电熔连接的应用日益广泛。
不仅应用到给水用管道系统,排水用管道系统,而且开始应用到较大直径(但是电熔管件的主体市场是直径DN20-250毫米范围)。综上所述,从技术路线讲有两大类:一类是先把电缠绕在模具的金属芯棒上或者缠绕在预制的聚乙烯薄套上,放入注塑模具内注塑成埋入电的电熔管件。


