

我们的声测管低压锅炉管好品质经得住考验产品视频已经准备好,它将为您呈现产品的完美细节,让您为之惊叹不已。
以下是:声测管低压锅炉管好品质经得住考验的图文介绍


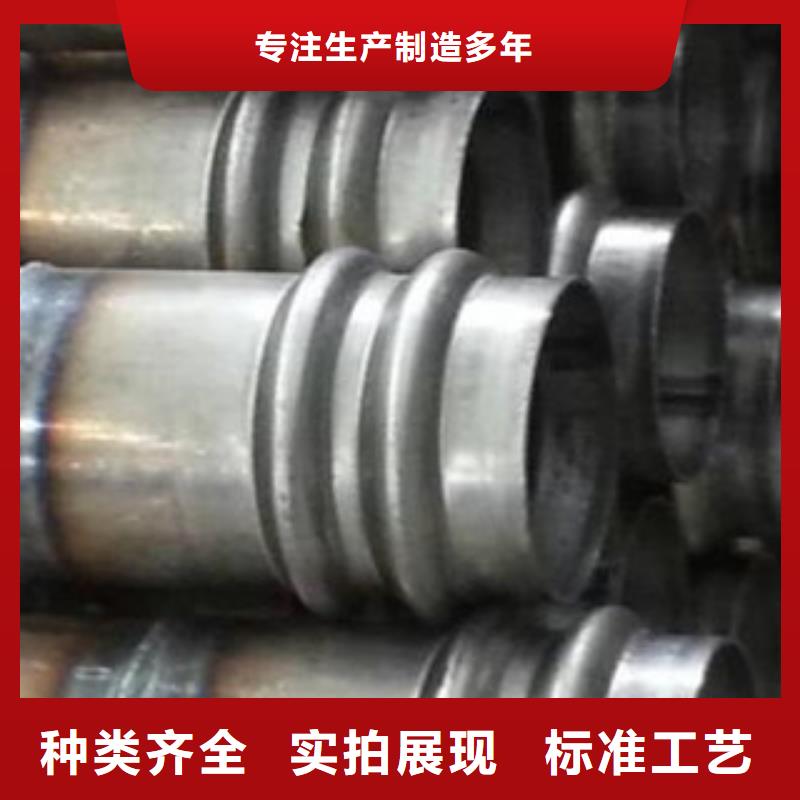
声测管焊接是两种材料的连接,通过在材料熔化温度以上加热来实现。声测管焊接技术有激光声测管焊接、固态声测管焊接和电弧声测管焊接。
在电弧声测管焊接中,两块用电弧熔化母金属部件和填充材料。重要的是要知道这三种材料的成分,才能计算出预期的焊道的终成分。
声测管焊接材料,如棒或线材,与加入的材料相比丰富,以补偿熔融焊道中的稀释效应。从理论上讲,焊缝将有一个混合组成,约70%来自填料和30%来自母材(15%来自每两个母材加入)。例如,如果你两金属部件声测管焊接在一起,我们可以预期,焊缝的终组成将由70%电极杆填料,15%母材(PMA),从母材B 15%(PMB)。根据应用程序,了解焊缝的材料化学是重要的,以确保其具有正确的机械性能或耐腐蚀性。同样重要的是要注意,实际材料和焊缝类型会影响焊道的化学性质。
在电弧声测管焊接中,两块用电弧熔化母金属部件和填充材料。重要的是要知道这三种材料的成分,才能计算出预期的焊道的终成分。
声测管焊接材料,如棒或线材,与加入的材料相比丰富,以补偿熔融焊道中的稀释效应。从理论上讲,焊缝将有一个混合组成,约70%来自填料和30%来自母材(15%来自每两个母材加入)。例如,如果你两金属部件声测管焊接在一起,我们可以预期,焊缝的终组成将由70%电极杆填料,15%母材(PMA),从母材B 15%(PMB)。根据应用程序,了解焊缝的材料化学是重要的,以确保其具有正确的机械性能或耐腐蚀性。同样重要的是要注意,实际材料和焊缝类型会影响焊道的化学性质。



旺宇钢铁贸易有限公司主营: 山东莱芜钢管 等。公司位于开发区王行工业园,交通便利、地理位置优越。 公司本着“客户至上 精益求精”的质量方针,市场是企业的方向、质量是企业的生命。客户想到的我们要做到,客户没想到的我们要重视合同“确保质量,准时交付”。我公司真诚欢迎社会各界人士来公司参观指导,商务洽谈,同创双赢,共达辉煌。


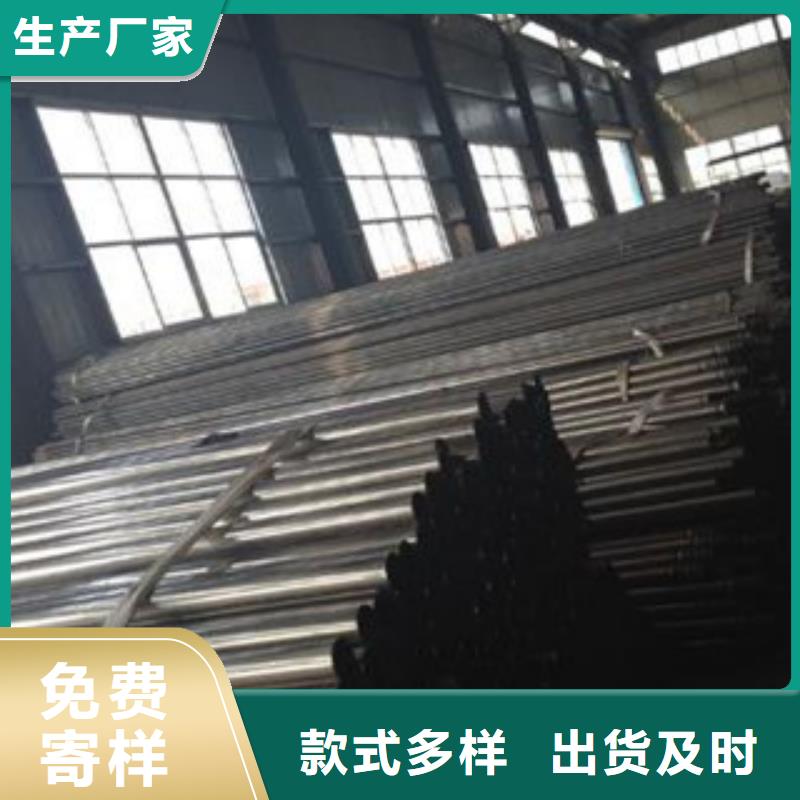
声测管运输方法目前主要是以汽运为主,如果碰到数量巨大的为了节能运费可以选择铁路运输或者海运。在汽运过程中一定要注意不能超高和超重,声测管的口径是比较小的,而且一端还要焊接接头,因此在进行装车包装的时候是不能使用带钢打捆的。一般情况下,一捆声测管的数量为61支,使用带材质的袋装带进行打捆,不但可以方便的进行吊装,而且还不会因为打捆打的太紧而使得接头出现损坏。在装车的过程中,需要注意轻吊轻放,这是因为一般的钳压式声测管的壁厚都比较薄,声测管厂家,PEG声测管 因此一定要注意不能损害到管体,而装车时,声测管带接头的一端不能放在半挂车的一端,而是必须要让车头和车尾都分别有接头端,这样才能保证声测管在装车之后能够保持平衡,从而保证其在运输过程中的产品和驾驶员。



声测管按用途种类划分
身为声测管道现场施工员,理应熟练掌握各式各样常用声测管道系统的基础理论和施工工艺,如室外排水系统,擗水系统、冷热水供应系统、供暖系统、制冷系统等。这类管道系统尽管归于不同的专业,都有一整套系统的理论,但对工程施工而言,都归于管道专业的工程施工范畴,并由建设单位承担调试和试运转,这就需要现场施工员务必掌握一定的基础理论。
1.声测管自进入工地现场后起,在装卸、转移、安装进程中,要避免使声测管的管体歪曲、揉捏变形。声测管要寄存在有遮雨设备的场所,避免管体生锈。出场安装的声测管,首要要对管体停止查验,歪曲变形的声测管不允许进入安装顺序。
2.钢筋笼放入桩孔时应避免歪曲,管与管平行蜿蜒,声测管随钢筋笼分段安装,每埋设一节均应向声测管内加注清水,声测管安装完毕后应加盖或加塞封闭,以防浇注混凝土时落入异物,阻塞孔道。
3.声测管与钢筋笼的固定方法,优先选用钢管卡子,卡接压紧声测管后,卡子与钢筋焊接,固定点声测管与钢筋笼固定绑扎方法:先把16号铁丝在钢筋笼上缠绕两圈,然后以编辫子的方法编至70*82mm长,再把铁丝叉开捆住声测管,然后拧紧铁丝,(一切固定点的铁丝绑法都按此方法)。钳压式(液压式)声测管,在安装声测管时,首要安装密封圈;待上下管推插到位后,把公用液压工具模头的环状凹部对准承插口(或接头)端部内装有橡胶圈的环状凸部,将对接部位管材一同压紧到位。