


文字再美,也抵不过视频中的冷拔六角钢_16Mn方钢厂家型号齐全产品真实呈现,赶快点击观看吧!
以下是:冷拔六角钢_16Mn方钢厂家型号齐全的图文介绍
鑫泽金属制品有限公司凭借其在 江苏泰州16Mn方钢行业中的优势加之良好的服务信誉,公司一直保持着高速、稳定的发展、经营态势。“严谨,,热情”是我们的工作态度。品质生活,源于我们,公司愿与客户一起共创美好生活!


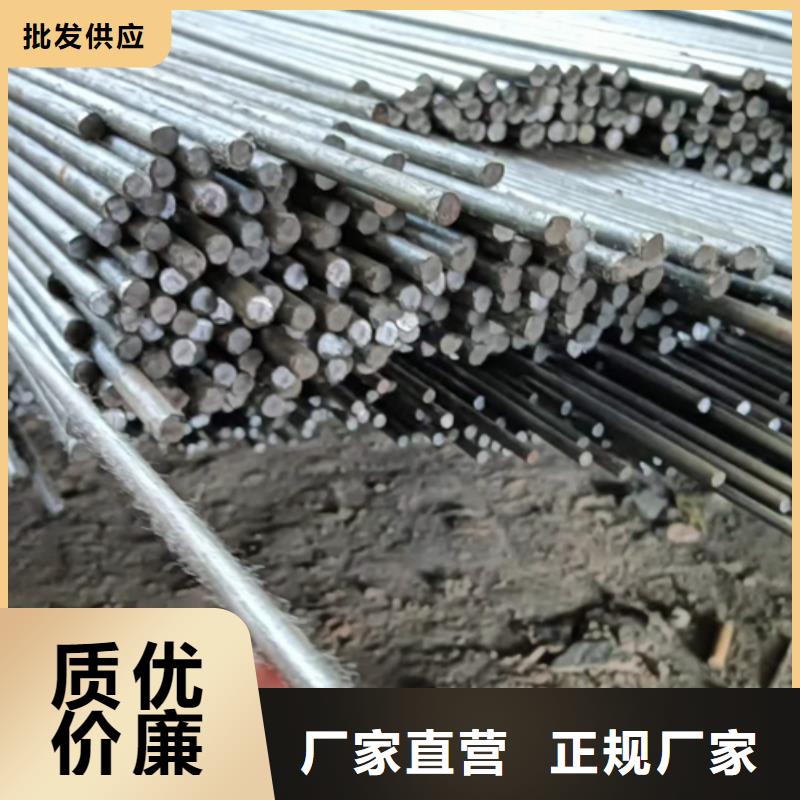
通常来讲,不论是何种物品,在进行操纵的过程当中,都有诸多的注意事项。接下来为大家介绍的内容是——冷拔六角钢操作时的注意事项都有哪些?1、冷拔钢冷拔前应对原材料进行要的查验。对钢号不明或无出厂证明的钢材,应取样查验。遇截面不规整的扁圆、带刺、过硬、湿润的钢筋,不得用于拔制,避免损坏拔丝模和影响质量。钢筋冷拔前经轧头和除锈处理。除锈设备能够利用拔丝机卷筒和盘条转架,其间,设3~6个单向错开或上下交错摆放的带槽剥壳轮,钢筋经上下左右重复曲折,即可除锈。亦可运用与钢筋直径根本相同的废拔丝模以机械方法除锈。2、为便利钢筋穿过拔丝模,钢筋头要轧细一段(长150~200 mm),轧压至直径比拔丝模孔小0.5~0.8 mm,以便顺利穿过模孔。为减少轧头次数,可用对焊方法将钢筋连接,但应将焊缝处的凸缝用砂轮锉平磨滑,以维护设备及拉丝模。3、在操作前,应按惯例对设备进行查看和空载运转一次。装置拔丝模时,要分清正反面.装置后应将固定螺栓拧紧。4、为减少拔丝力和拔丝模孔损耗,抽拔时须涂以润滑剂。一般在拔丝模前装置一个润滑盒,使钢筋黏滞润滑剂进入拔丝模。5、拔线速度宜控制在50~70 m/min。钢筋连拔不宜超越3次.如需再拔,应对钢筋内应力,采用低温(600℃~800℃)退火处理使钢筋变软。加热后取出埋入砂中,使其缓冷,冷却速度应控制在150℃/h以内。6、拔丝的成品,应随时查看砂孔、沟痕、夹皮等缺陷,以便随时替换拔丝模或调整转速。



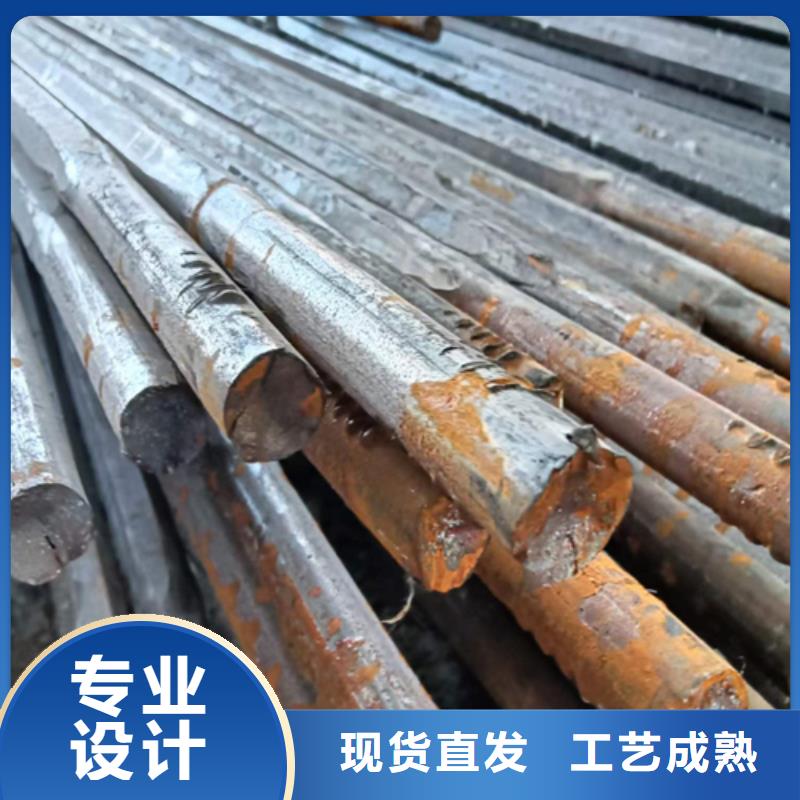
冷拔六角钢由于熔化速率高,存在矿物质成分的焊剂以及通常需要连续操作,药芯焊丝不可避免地比手工电弧焊和实芯焊丝气体保护焊产生更多的颗粒性烟尘,虽然这些颗粒大部分可以看作为具有相当强惰性的灰尘。部分焊丝和焊剂中的成分会产生有毒的物质,含铬焊丝中产生的六价铬以及一些自保护焊丝中产生的钡的化合物是需要给予主要关注的方面。冷拔六角钢俗称角铁、是两边互相垂直成角形的长条钢材。有等边角钢和不等边角钢之分。等边角钢的两个边宽相等。其规格以边宽×边宽×边厚的毫米数表示。如“∠30×30×3”,即表示边宽为 30毫米、边厚为3毫米的等边角钢。也可用型号表示,型号是边宽的厘米数,如∠3#。型号不表示同一型号中不同边厚的尺寸,因而在合同等单据上将角钢的边宽、边厚尺寸填写齐全,避免单独用型号表示。热轧等边角钢的规格为2#-20#。角钢属建造用碳素结构钢,是简单断面的型钢钢材,主要用于金属构件及厂房的框架等。在使用中要求有较好的可焊性、塑性变形性能及一定的机械强度。生产角钢的原料钢坯为低碳方钢坯,成品角钢为热轧成形、正火或热轧状态交货。



