



观看我们的产品视频,就像打开了一扇通往弯管热轧方钢品类齐全产品世界的窗户。您将看到产品的每一个细节,感受到它的每一处独特之处。视频将为您呈现一个真实、立体的产品形象,让您对它有更深入的了解和认识。
以下是:弯管热轧方钢品类齐全的图文介绍

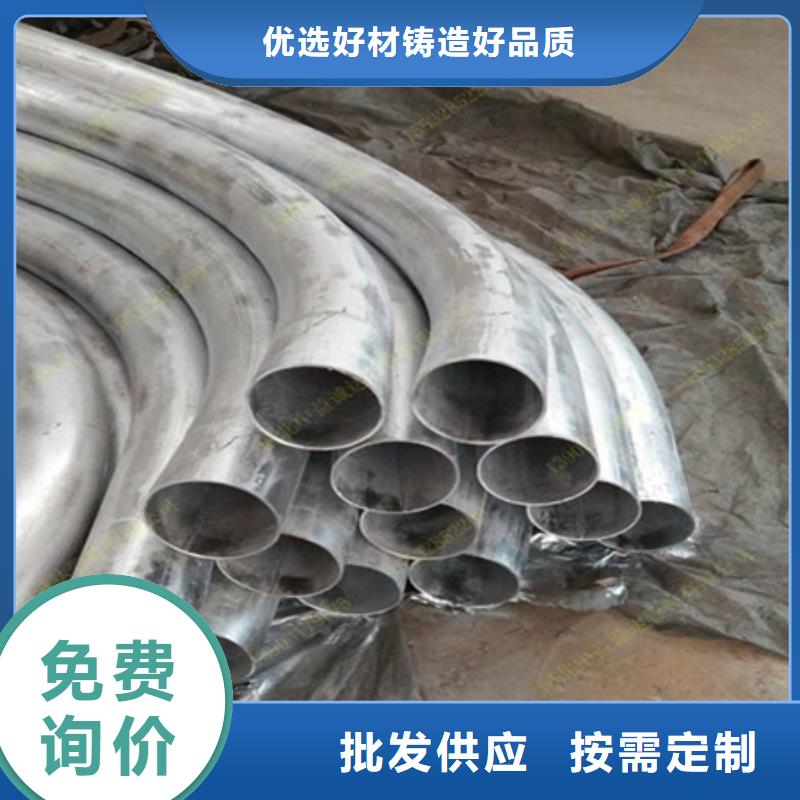
弯管的加工技术对日常生活有很大的帮助,但在使用产品的过程中也会出现很多问题,弯管上出现细微裂纹的缺陷,产品在制造过程中,如果高于相应水平的变形温度就会变形,因此在进行弯管加工时,外部出现一些裂纹,主要与弯管加工钢管的材料有关的情况有两种,在这种情况下,在产品变形速度低、张力高的类似成型条件下,弯管加工设备可能会导致损坏。
每个弯管都是在制作过程中通过一些次折弯完成的,在制作过程中管道可以更好地放置在弯管机上,因此设备可以应用钢管的弯矩,使钢管布局适当变形,弯头可以通过前下部模具主缸体的支撑向上移动,这将沿着顶部模具曲线的中心弯管加工直至制造,在加工产品的过程中,相应钢管的变形主要发生在上部模具中,上部模具起到胎盘的作用,弯管的曲线可以根据其他规格和其他材料塑料变形的阈值进行检查。
因此,在与其他管相对应的折弯产品的同时,不能在前夹具侧放置内管,进行弯管加工的同时,必须事先了解加工要求,为了更好地保证弯管的使用性能,因此将了解弯管的弧度如何工作,接下来因此将讨论弯管加工的弧度要求,可以节省管道设备和模具成本,并获得弯头空位是平坦或可扩展的曲面。
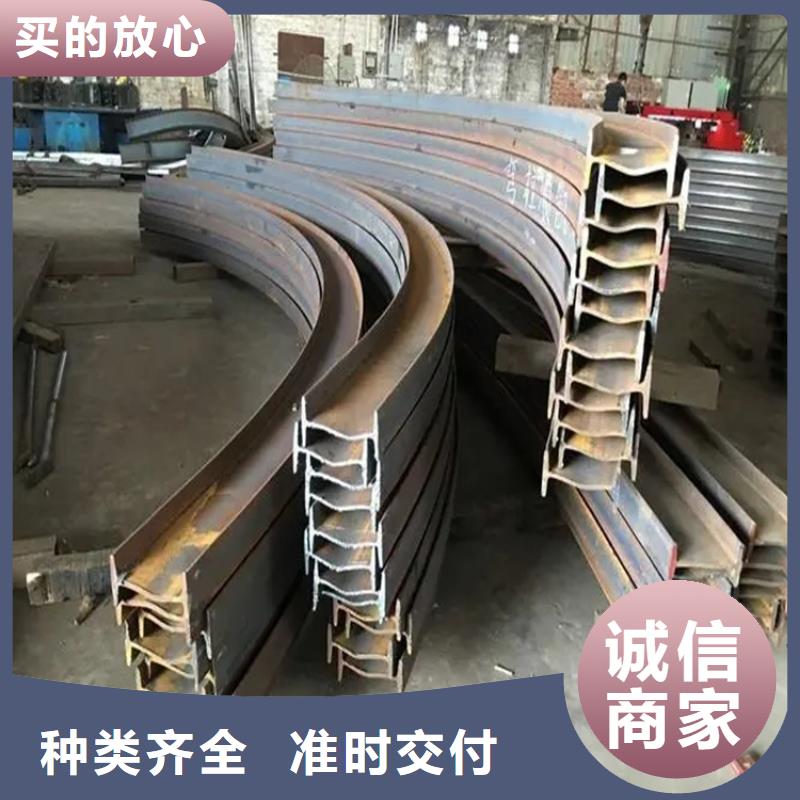
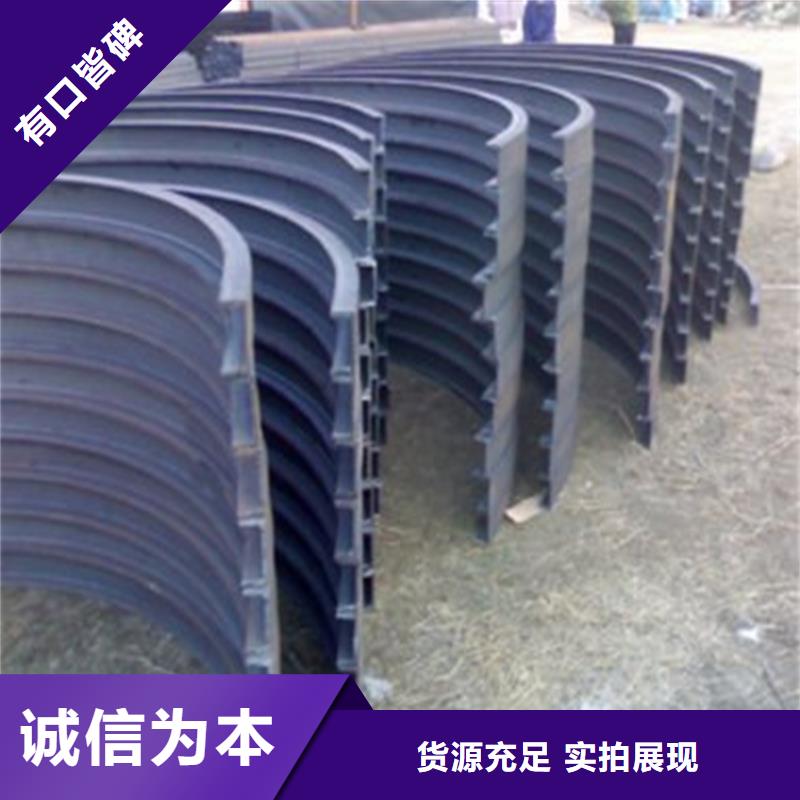
因此大直径弯管成型技术的基本过程中,首先焊接横截面为多边形的多边形或两端闭合的多边形形状的壳体,内部填充压力介质,由于上述几个原因,用户可以缩短制造周期,大大降低生产成本,不需要设备,适合现场加工大型弯头。


弯管在再加工的过程当中其材料两侧受此抗拉力效果,其里侧受力中性轴地址的位置是与弯管方式不一样,其顶弯体验式教学时其中性轴会处在离表面约1/3处,在旋弯工作时,其中性轴处在离表面的2/3处。在弯管制造过程中,弯管的精度会直接影响到弯管的质量。在弯管制造过程中,除了常规尺寸规定保持在一定的公共服务业务规模外,客户在使用过程中必须根据卷管选择相应的弯管。
弯管生产加工材料的自身可坎坷性能和表层的浸蚀情况,在必然层面上很有可能会直接影响弯管的品质,在现场作业的过程当中,其作业者应当了解其被生产加工管路材料,生产加工功能以及商品表面腐蚀情况做出其分辨。
弯管的相对厚度对弯管的质量有害。在使用过程中,根据其管道加工和生产检验标准是有价值的。冷拉钢管为中低压4D。、高电压是5D,所以我们的弯胎设计成R=4D,独特的情况是另一种。
公司在传统式弯管生产工艺流程中,为了能够获得更好的弯管表层的品质,一般状况下会采取许多的方式,其有价值的包括了采用其更为前沿的gaoji弯管机、应用抗压强度相对较高的磨具、采用光洁油等方式。
弯管制造采用其强度强的磨具或其谷歌弯管机,因此公司的投资通常需要相对较大的资本投资,只需使用其光滑的弯管产品或相对便宜,平均速度更快,可以满足产品质量的要求。



宏钜天成钢管有限公司位于经济开发区辽河路东首兴隆钢管市场。交通便利,地理位置优越!具有良好的生产经营环境。公司本着“专业造就精品,诚信赢得未来”管理理念,以先进的生产装备,“以质兴业,以优取胜”,面向产品的多元化,国际化迈进。公司始终坚持以市场为导向,以满足客户需求为宗旨,通过科技创新,不断研发及引进国内外先进的技术及设备;真正为客户做到质量保证、供货及时、售后!本着分工合作、共享俱荣的服务理念,必将与您成为永远的朋友,忠实的伙伴,期待与您共同发展!主要产品为: 湖北荆门无缝钢管系列产品。

弯管机设备成形极限应都包括什么弯曲设备在使用过程中的关键是使用触摸屏幕和数控机床模块,会话实际操作,程序设置简单简单,所有新产品床结构稳定,使用时不变形,每档可设置16个弯曲视角,计算机内存可存储16组档案。弯管机俱慢速度定位服务,弯管视角稳定,重复定位精度达±0.1°,错漏信息屏幕上呈现,协助作业者立即,提供自主研发之坐标转换弯管生产加工值,软件可购买装到桌面式计算机改动计算。
弯管设备的管道弯曲与板材弯曲相同。管径为D时,纯弯曲,受外力矩M影响时,中性层两侧壁厚受拉伸应力影响,σ1、壁厚变软;受拉伸应力影响的中性层内壁厚σ壁厚增厚的作用。此外,由于F1和F2的作用,截面的形状由椭圆形变为椭圆形。若变形过多,两侧壁厚会出现裂纹,内侧壁厚会出现。
弯管机设备管道的变形程度通常取决于小弯曲半径R/D和相对较薄的T/D数据尺寸,R/D和t/D值越低,变形程度越高。变形水平必须在允许的范围内控制,以保证管道的成型质量。管件的弯曲成型极限不仅取决于材料的机械性能和弯曲方法,还取决于管道的使用要求。
管材的成形极限一般包括以下几种具体内容:
(1)中性层两侧拉伸变形区域内zui较大的拉伸变形不超过原材料的可塑性允许值而发生破裂;
(2)中性层里侧收紧变型区域内,受径向压应力功效的薄壁结构一部分不至于超越失衡而发皱;
(3)假定管材有椭圆度的需求时,操纵其横断面发病崎变;
(4)假定管材有承担内压强强度标准时,操纵其厚度薄化的成形极限。

