


联系我们

当前位置:
聊城 建顺金属制品有限公司 >吉林本地行业频道
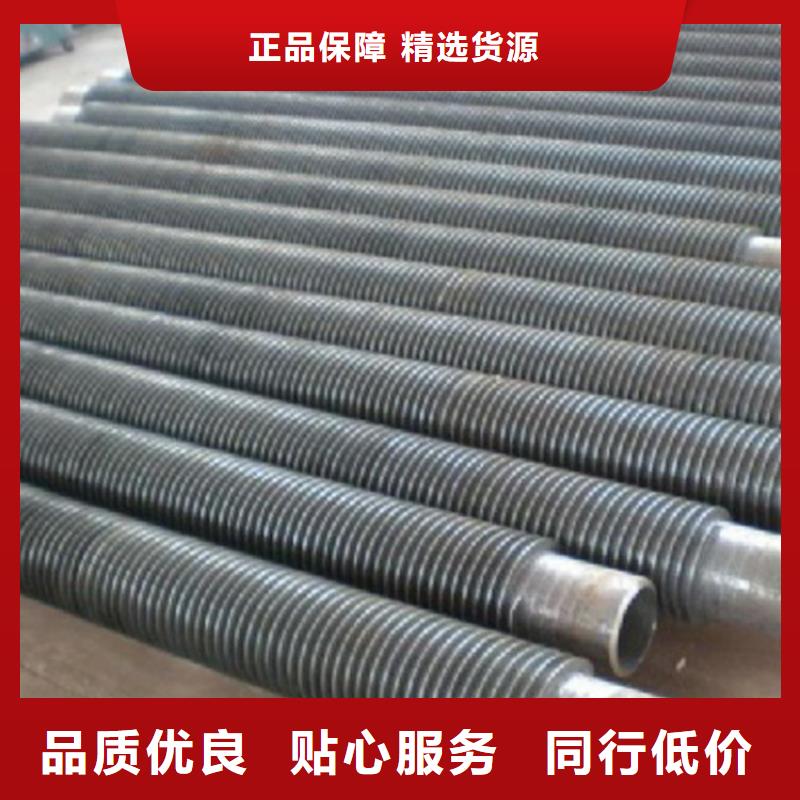
L型翅片管厂家
更新时间:2025-03-24 01:03:13 ip归属地:吉林,天气:霾,温度:18 浏览次数:7 公司名称:聊城 建顺金属制品有限公司
以下是:L型翅片管厂家的产品参数
| 产品参数 | |
|---|---|
| 产品价格 | 20/米 |
| 发货期限 | 1-3 |
| 供货总量 | 9989 |
| 运费说明 | 电议 |
| 小起订 | 1 |
| 是否厂家 | 是 |
| 产品规格 | 齐全 |
| 加工定制 | 可定制 |
| 产品型号 | 齐全 |
| 可售卖地 | 全国 |
| 是否进口 | 否 |
以下是:L型翅片管厂家的图文视频

L型翅片管厂家,建顺金属制品有限公司为您提供L型翅片管厂家,联系人:张经理,电话:0635-8808887、13336259835,QQ:314614021,请联系建顺金属制品有限公司,发货地:聊城东昌府区泰山路3号发货到吉林省 长春市、吉林市、四平市、辽源市、通化市、延边市。 吉林省 吉林省,简称“吉”,是中华人民共和国省级行政区,省会长春市;位于中国东北地区中部,与辽宁省、内蒙古自治区、黑龙江省相连,并与俄罗斯、朝鲜接壤,地处东北亚地理中心位置;地势由东南向西北倾斜,呈现出东南高、西北低的特征,属于温带大陆性季风气候;截至2022年底,全省辖8个地级市、1个自治州,面积18.74万平方千米。2022年末,吉林省总人口为2347.69万人,其中城镇常住人口1496.18万人,城镇化率为63.73%。
想要更直观地了解L型翅片管厂家产品的特点和功能吗?我们为您准备了视频介绍,相较于图文,视频更能让您轻松掌握产品的核心卖点。
以下是:L型翅片管厂家的图文介绍
建顺金属制品有限公司是一家专注于 吉林车间翅片管产品研究、开发、生产及销售的高科技技术型企业。公司依托雄厚的技术力量并与多家科研单位及高等院校建立了密切的合作关系,公司具备先进的生产工艺及严格的生产管理制度,研发和生产了各种 吉林车间翅片管。


吉林激光焊翅片管用于民用壁挂炉、吉林附近工业锅炉等,使用德国技术,国内刚刚兴起,但在欧洲已有十几年的历史,优势在于接触热阻为零,和高频焊接相比具有翅化比大,重量轻,组装的换热器体积紧凑的特点,更节能环保,达到 排放要求.国内的翅片管种类繁多,主要以高频焊翅片管为主,虽然它与镶嵌、吉林附近钎焊等方法相比,在产品质量和生产自动化方面都更为先进,但是由于高频焊翅片管的根部难以焊透和根部有褶皱等因素,导致高频焊翅片管在换热效率和防积灰方便还存在诸多不足。有鉴于上述原因及为了响应 关于节能减排的方针政策。激光焊翅片管是技术为先进的产品,其有着不可替代的优势1:基管厚度可以在0.8-1.5毫米,翅片厚度可以在0.3-1毫米,相对其他工艺大大节约了材料成本。2:焊透率高,能够防止间隙腐蚀,延长使用寿命,减小传热热阻。3:突破材料限制,可使用不同材料进行加工。4:易于二次加工,可直接进行盘管和弯管。5:焊接热影响区小,金相变化小,使得小管径翅片管加工成为可能。换热管与冷凝管的用材,应当具备的传热性能,更要具备良好的耐腐蚀、吉林附近耐冲刷、吉林附近耐磨蚀性能,还应有良好的强度和刚度和可塑性能,易于加工制造。



吉林三辊斜轧整体型螺旋翅片管三辊斜轧整体型螺旋翅片管其生产原理为:在光管内衬一芯棒,经轧辊刀片的旋转 带动,无缝钢管通过轧槽与芯头组成的孔腔在其外表面上加工出翅片。这种方法生产出的翅片管因基管与外翅片是一个有机的整体,因而不存在接触热阻损失的问题,具有较高的传热效率。三辊斜轧法与焊接法相比,该生产线具有生产效率高,原材料耗用低,且生产的翅片管换热率高等优点。三辊斜轧整体型螺旋翅片管技术已成功应用于翅片为铜、吉林铝的单翅片管或复合翅片管,或钢质的低翅片管;钢质整体型翅片管市场上多见为低翅片管,整体型高翅片管其材质多为铝、吉林铜等,一般是冷轧成型。


吉林钢铝复合翅片管由耐压的基管,(如钢管、吉林不锈钢)和铝管在专业的机器上冷轧复合成型,钢铝复合翅片管就是利用无缝管的耐压性和铝的传热性;可塑性,突出了两种材料在工艺上的特点。钢铝复合翅片管一般都是用于在烘干,换热行业,钢制和铝这两张材质就是为了在不同的使用环境中满足相应的空气加热使用要求。只有确保了空气的温度效果达到使用的需求标准,才能够更好的满足干燥作业使用。钢铝复合翅片管是基管为钢管,机械性能、吉林耐温、吉林耐压性能较好;外层材料为铝,重量轻,价格较低,加工容易,有较好的抗大气腐蚀能力,;翅片强度高,可以承受高压冲洗除垢。钢铝复合翅片管组合成的散热器也是耐用,耐压,耐碱,大家可以试试。



1、吉林当地翅片管因焊接速度快,焊件自冷作用强,故不仅热影响区小,而且还不易发生氧化,因此焊缝的组织和性能十分优良。2、吉林当地 防腐性能、吉林当地耐磨性能、吉林当地低的接触热阻 、吉林当地高的稳定性、吉林当地防积灰能力。3、吉林当地换热面积大。高频焊分高频电阻焊和高频感应焊两种。①高频电阻焊:用滚轮或接触子作为电极将高频电流导入工件,适用于管子的连续纵缝对焊和螺旋搭接缝焊、吉林当地锅炉鳍片管和换热器螺旋翅片的焊接,可焊管子外径为1200毫米,壁厚为16毫米,工字钢的腹极厚度可焊9.5毫米,生产率很高。②高频感应焊:用感应线圈加热工件,可焊接外径为9毫米的小直径管和壁厚为 1毫米的薄壁管。常用于中小直径钢管和黄铜管的纵缝焊接,也可用于环缝焊接,但功率损耗比高频电阻焊大。影响高频焊接质量的主要参数是高频电源的频率、吉林当地功率、吉林当地工件成形角度、吉林当地挤压力、吉林当地电极(或感应圈)与挤压辊之间的距离和焊接速度。主要设备有高频电源、吉林当地工件成形设备和挤压机械装置。高频焊质量稳定,生产率高,成本较低。适用于率自动生产线,是生产有缝管的先进方法。

L型翅片管厂家_建顺金属制品有限公司,固定电话:13336259835,移动电话:0635-8808887,联系人:张经理,QQ:314614021,东昌府区泰山路3号 发货到 吉林省。