




为了让您更地了解我们的手摇密集柜-手摇密集柜网购,我们精心制作了产品视频。请花1分钟时间观看,您会发现更多细节和优势。
以下是:手摇密集柜-手摇密集柜网购的图文介绍


豪华型全封闭、半封闭手动密集柜基本技术及结构要求 1)、执行标准:密集架生产执行GB/T13667.3-2003和 档案局DA/T7-92边准,其材料、性能、结构等技术指标应优于上述标准。 (2)、基本要求: 1)、每层搁板承重≥80kg,80kg存档不会产生明显变形, 挠度为4mm,80kg载荷24小时后不得有裂纹和 变形。每层搁板底面中心部位通体加钢衬板。 2)、钢板厚度应为喷塑前材料厚度,钢板采用国产优质的符合GB710标准的幼稚冷轧钢板,应有生产厂家材质单,采购人有权对进场货物进行现场验货。 3)、传动机构双向超越离合器结构:采用三分力、三变速中间双传动,全轮驱动,要求转动灵活、平稳、强劲有力,传动比不小于1:4.38,并且不得有失灵、摇晃、倾斜现象。 4)、底盘采用整体焊接,刚性足,不变形;每列中间、节与节之间必须完全封闭、半封闭隔离,底盘与路轨喷塑处理。 (3)、工艺要求: 1)、表面处理:各部零件涂覆前,必须进行除油、除锈、清洗、表调、清洗、磷化、二遍清洗,磷化处理按照GB6807.92标准进行,每道工序分槽处理,所有标准件及紧固件均须热化或镀锌处理。 2)、表面覆盖采用亚光静电喷塑(需有预烘干工序),粉末生产厂家需通过ISO14001环保认证,要求提供认证。表面均匀光亮、色泽一致、无划痕,涂膜附着力应能达到DB1720中规定的一级指标。提供喷塑及前处理工艺批示单。 3)、产品生产工艺过程,下料、冲压、轧压等工序全部达到模具化。零件组合焊接从轨道、立柱、底盘、封门的钻孔等工序,全部达到工装夹具化,以使产品具有优良的互换性和协调性。 A、所有钣金件、机加件加工后应打磨毛刺,无裂纹及伤痕。 B、所有焊接件焊接牢固,焊痕光滑、平整。 C、安装中不得采用抽钉或自攻钉连接形式,应全部采用螺栓活接。 D、安装后所有同层搁板高度偏差应不大于2mm。 4)、投标人需列明密集架各连接部位采用的零部件名称、规格、质地、强度、工艺等要素 (4)安装要求: 1)、轨道为埋入式,与装饰地面齐平。 2)、密集柜完成安装后,在全负载情况下,各列密集架都应运行自如,不得有阻滞现象,空载时一人可轻松摇动一组15列柜,单列运行手柄摇力不大于12N。 3)、箱体垂直度:±1~2mm/列,合拢后列间隙不得超过5mm。 4)、产品各零件、组合件之间应能保持互换性。 5)、零配件选料上乘,不得有脱落现象。 (5)、防护要求: 1)、密集架顶部安装有防尘板,底部有防鼠板,列间采用抗老化橡塑磁力密封条密封,保证合拢后的密集架是一个不受外界干扰的密封箱体。 2)、每列移动密集架底盘上都要安装防倾倒装置。 3)、轨道末端设有限位块,防止底盘脱轨。 4)、首列密集柜安装有列锁,架体全部合拢时可以锁住,可以保证藏品的。 密集柜架,移动手动密集档案柜的注意事项 1、当人进入相邻二架体前,必须先用自锁柄锁定二架体,以防架体意外移动而挤伤工作人员。 2、每节贮存物品重量不大于600kg,物体在双面架体内双面均匀存放为宜,以保持架体载重均匀,受力平衡。 3、密集柜仅作物体存放之用,不可将架体和层板当作扶梯攀登,避免架体单面承重不均匀而造成人身伤害。、 随着技术的发展,密集柜基本分为:手动型密集柜,电动型密集柜,电脑智能型密集柜。根据密集柜的封装形式又分为半封闭密集柜及全封闭密集柜。 同时密集柜又被称为密集架,根据用途及承重的不同,又分为双立柱密集柜和三立柱密集柜,其中双立柱密集柜为常用型密集柜。 不同形式的密集柜各有优缺点,首先手动型密集柜,它操作简单,坚固实用,且价格低廉;只是在存取频繁的情况下略下不足。是存储业务量少的中小型公司及企业的 。其次是电动密集柜,它具有手动密集柜的优点,更方便密集柜的移动,而且省时省力, 的不足在于它属于半自动化的产物,在无形中就增加了故障的发生率,长时间使用在可靠性上低于手动密集柜。适用于存取业务偏多的公司及企业。 是电脑密集柜又叫智能密集柜,智能型大家都不陌生,它是一款更加方便快捷存储档案的一种密集柜,它具备了以上两种密集柜的优点,只是由于它的价格昂贵,并不是人们的 ,只被一些存取量大较多的大型企事业单位使用。



鑫泉柜业有限公司坚持“开拓进取、拼搏奉献、追求卓异、争创优良”的精神,以更高质量 广东揭阳手动密集架和管理水平为客户提供满意 广东揭阳手动密集架产品和服务,与广大客商真诚合作、共同发展、携手共创建筑防水新天地。


在组织空间布局时,要结合人们日常生活的各种因素和规律以及空间局上的序列性、节奏性和性、科学合理地布置密集柜。尤其是室内空间较大时、利月密集柜可以隔出大小不同、高低不一的空间,或采用似隔非隔的手法,利用视觉的延伸。 薄板的含水率过高,涂胶后胶液易被木材中的水分稀释,使胶粘剂粘度降低,降低胶合强度,在胶压过程中还容易产生鼓泡,弯曲件在陈放时易产生较大的内应力;薄板的含水率过低,木材表面的极性物质以及木材吸收胶粘剂中的水分,使胶粘剂的湿润性降低,降低了胶合层的胶着力。 薄板的含水率薄板的含水率直接影响着板坯的除胶质量、胶压后板坯产生内应力的大小等。密集柜薄板的厚度公差、模具的精度和表面粗糙度薄板的厚度公差直接影响着弯曲件总的偏差,因此必须控制各个薄板的厚度公差以确保整个弯曲件的厚度尺寸。 模具的精度也影响着薄板胶合弯曲件的精度,同时模具的胶合弯曲件表面也必须具有较高的光洁度。薄板表面的粗糙度影响胶合界面的胶层形成和胶合强度。薄板表面的光洁度高,除胶量少,在压力较低的情况下,仍可以得到较高的胶合强度;薄板的表面粗糙,涂胶量就会增大,胶层固化后产生内应力,破坏了胶合界面胶粘剂的内聚力,使胶合强度降低。



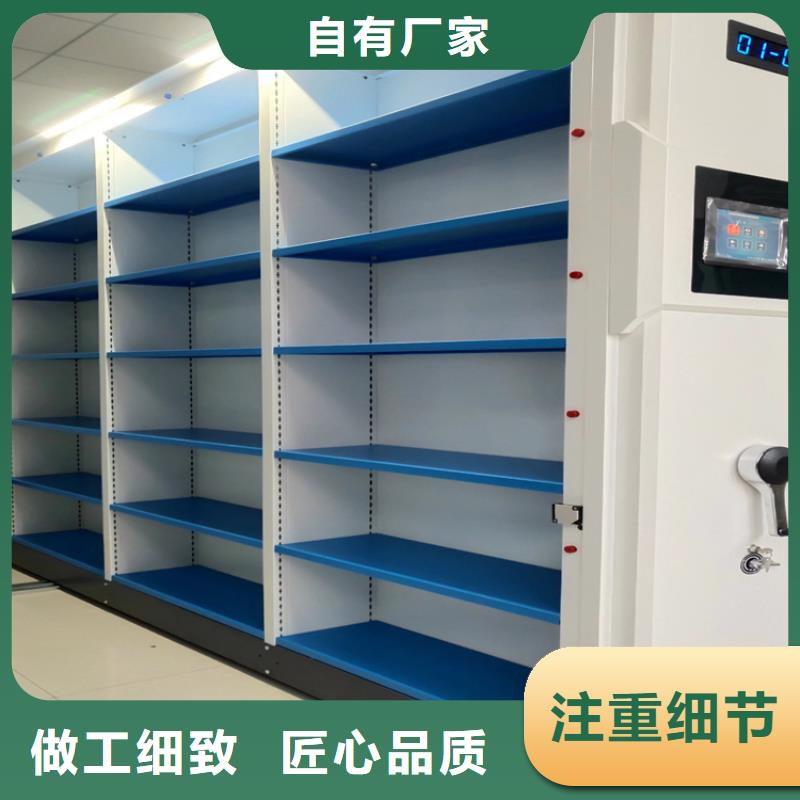
密集柜的验收方法:密集柜侧面板上应按DA/T-92行业中的2各项规定安装标牌。密集柜每列之间装有磁性极强的橡胶密封条,在顶部装有防尘板,后无间隙。密集柜每列应安装有刹车锁装臵。摇把应灵活及轻便。 每一边列应有钢筋斜拉来防止柜体倾斜。门锁应开启轻便,无难关门之现象出现。外观光滑、平整、色泽一致,均匀,不允许有涂层脱落、划痕、开裂、变形。长、宽、高不允许相差+/-2mm,间隙小于等于2mm。焊接应牢固,不得有毛刺、裂缝、漏焊。 单面柜体尺寸:宽920mm*深280mm*高2300mm;双面柜体尺寸:宽920mm*深520mm*高2300mm;标准柜有六层隔板:隔板间距可调,隔板间距340mm;每组可放标准A4档案盒;xx数量搁板均匀承重不小于80kg,满负荷24小时后下挠度不大于2mm,卸载后自动恢复。 轨道包括地轨和导轨。架体包括立柱、挂板、搁板、分隔棒、防尘板。立柱:支撑整个架体的竖立柱子;挂板:放在搁板与搁板之间,起支撑固定作用;搁板:存放档案资料的平面板;分隔棒:用于分隔双面存放的资料中间,防止混乱;防尘板:放在架体的顶部,主要用来防尘。



档案文件柜之档案密集柜的特点 档案文件柜可以分为立式档案文件柜、档案密集柜和档案密集架。档案密集柜与档案密集架相似,档案密集柜用于大量存放文件资料,节约空间,内部空间多变,不同的结构可用于存放凭证,资料,光盘,快劳等,那么,档案密集柜具有什么样的特点呢? 1、文件存储集中,统一归档管理,容量大,收纳功能更强; 2、文件柜的款式多,可以自由选择; 3、外形美观,大方,符合很多公司的要求; 4、多种组合高度,人性化的设计符合具体的实际需要,同时,重组性强,便于运输和暗转; 6、具有一定的防火、防震、防偷功能; 7、定制性强,我们可以根据公司的具体要求,客户的不同需求来定做不同款式,颜色,尺寸等的档案密集柜。 档案柜密集架的表面要求 1、除油、去锈处理工艺: ① 工件表面的油污、锈斑及氧化层,经化学法脱脂后,没有油脂、浮浊液 等污物,其表面被水完全浸湿。 ② 酸洗后的工件,没有目视可见的氧化物、锈斑等腐蚀现象,其表面色泽基本均匀。 2、磷化处理工艺: ① 磷化处理主要采用浸渍法进行。 ② 磷化处理以锌钙的磷酸二氢盐为主要成份溶液,经磷化槽液的配制、调整,按工艺规程要求进行。 ③ 磷化后的工件,采用流动水彻底清洗,提高工件表面的清洗质量,同时采用热的络酸溶液作封闭处理。 ④ 工件经磷化、水洗后,采用烘干机处理干燥后方可喷塑。 ⑤ 经磷化处理后的工件与喷塑时间相隔一般不超过24小时。 3、磷化膜外观: ① 磷化后工件的颜色为灰色,膜层结晶致密,连续和均匀。 ② 膜层厚度一般控制为5毫米。 ② 磷化表面检验,采用检验溶液,观察滴液从天兰色变为淡黄色或淡红色,并在规定时间内不变色。成品入库转入喷塑工序。 4、静电喷塑技术工艺: ① 塑粉经高频、高压静电设备喷涂固化成膜。固化温度控制在180℃,时间控制在10~15分钟范围内。 ② 颜色要求,色泽一致,塑面均匀光滑、无划伤。 ③ 检验标准: A、厚度:45—50米 按磁性测厚仪 B、附着力:2级 按GB-1720-79 C、抗冲击:45-50kg/cm 按GB-1732-79 D、光泽:﹥85% 按GB-1734-79 E、外观:没有明显流痕、渍痕、气泡。