

精密钢管热处理生产工艺流程
管料库→淬火、正火加热→水淬火→回火加热→高压水除鳞→定径→冷却→矫直→冷却→氧化铁皮→左管端内表面检查→管端探伤→右管端内表面检查→管体探伤→人工外表面检查→水压试验→收集入库
各类精密钢管材质说明
各类精密钢管材质说明:
1、钢材的概念:
钢材是钢锭、钢坯或钢材通过压力加工制成我们所需要的各种形状、尺寸和性能的材料。
钢材是 建设和实现四化必不可少的重要物资,应用广泛、品种繁多,根据断面形状的不同、钢材一般分为型材、板材、管材和金属制品四大类、为了便于组织钢材的生产、订货供应和搞好经营管理工作,又分为重轨、轻轨、大型型钢、中型型钢、小型型钢、钢材冷弯型钢,优质型钢、线材、中厚钢板、薄钢板、电工用硅钢片、带钢、无缝精密钢管钢材、焊接精密钢管、金属制品等品种。


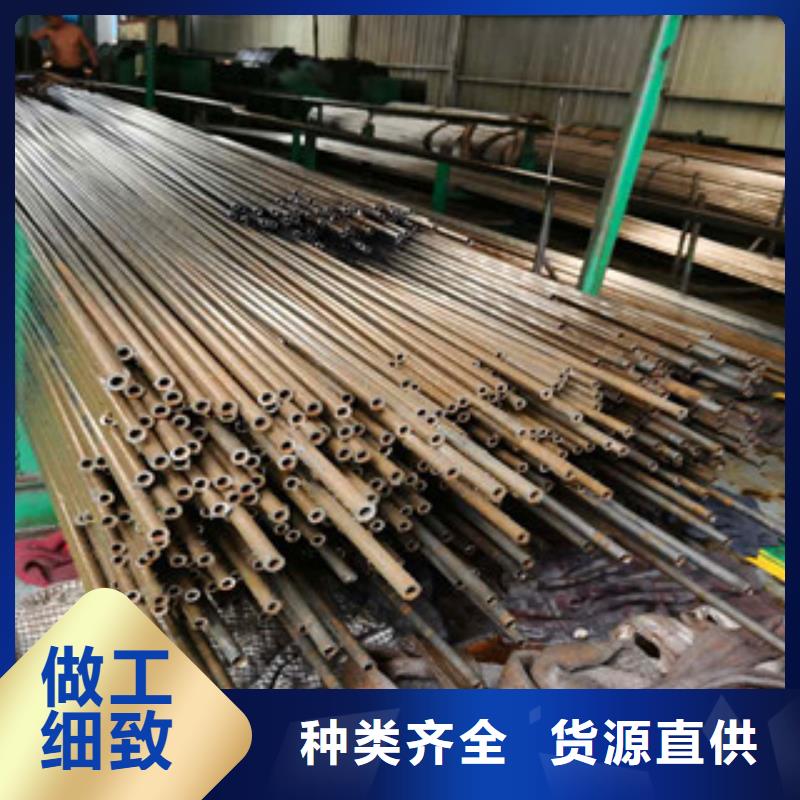
无缝精密钢管分类及标准
无缝精密钢管是一种具有中空截面、周边没有接缝的长条钢材。精密钢管具有中空截面,大量用作输送流体的管道,如输送石油、天然气、煤气、水及某些固体物料的管道等。精密钢管与圆钢等实心钢材相比,在抗弯抗扭强度相同时,重量较轻,是一种经济截面钢材,广泛用于制造结构件和机械零件,如石油钻杆、汽车传动轴、自行车架以及建筑施工中用的钢脚手架等。用精密钢管制造环形零件,可提高材料利用率,简化制造工序,节约材料和加工工时,如滚动轴承套圈、千斤顶套等,目前已广泛用精密钢管来制造。精密钢管还是各种常规武器不可缺少的材料,枪管、炮筒等都要精密钢管来制造。精密钢管按横截面积形状的不同可分为圆管和异型管。由于在周长相等的条件下,圆面积 ,用圆形管可以输送更多的流体。此外,圆环截面在承受内部或外部径向压力时,受力较均匀,因此,绝大多数精密钢管是圆管。但是,圆管也有一定的局限性,如在受平面弯曲的条件下,圆管就不如方、矩形管抗弯强度大,一些农机具骨架、钢木家具等就常 用方、矩形管。根据不同用途还需有其他截面形状的异型精密钢管。



精密钢管挤压润滑
在挤压管材时对挤压杆和穿孔针都要进行润滑。铅管挤压时用动物脂润滑。挤压铝及铝合金管的润滑剂为汽缸油(70%~90%)和片状石墨(10%~25%)混合物,还可添加10%~20%的铅丹或10%左右的石墨粉。镁及镁合金、锌及锌合金管材挤压时可用石墨和油的混合物润滑。挤压铜管一般用机油和石墨混合物作润滑剂。挤压钛及钛合金管时多采用玻璃润滑剂润滑。挤压锆管时常在锭外加上黄铜套筒作润滑剂,以油-石墨混合物作辅助润滑剂,也可在盐浴中加热锭坯后再涂一层玻璃膜。挤压纯镍、低合金化镍合金、镍-铬-钼合金和镍-铜-铁合金管时,在以玻璃润滑剂润滑之前,应用硬脂酸和石墨混合物润滑挤压筒、挤压模和挤压杆。挤压碳精密钢管时用油-石墨-盐混合物作润滑剂,挤压合金精密钢管时则用玻璃作润滑剂(见挤压润滑)。玻璃润滑剂的使用方法有涂层法、玻璃粉滚粘法和玻璃布包覆法3种。涂层法是在锭坯上涂一层玻璃液体,或直接将锭坯浸入玻璃液体中。滚粘法是使锭坯沿着均匀撒有玻璃粉的倾斜工作面上滚过,使玻璃粉粘附于锭坯的侧表面上。包覆法是将玻璃布包于热锭坯上。这3种润滑方法用于润滑挤压筒。挤压模的润滑方法是在模工作面与锭坯之间放置一只厚3~10mm、内孔稍大于模孔的玻璃垫。对穿孔针的润滑可将玻璃布包覆在针的涂有沥青的工作段上。
坯料选择也是挤压管材时的一个重要程序,其中包括锭坯种类的选择、断面尺寸的确定和挤压前的预处理。


精密钢管均整
在斜轧(均整)机上轧制由自动轧管机轧出的管子,以壁厚不均以及研磨精密钢管内外表面的工序。均整机为二辊或三辊式斜轧机,使用固定顶头。三辊均整机的优点是,轧制时可取较大的减壁量,产量高,轧出的管子尺寸精度较高。一般管材均整后直径有些增加,壁厚略减小,长度稍有缩短,当管壁压缩量较大时则长度增加。二辊均整机的变形过程如图所示。整个变形区分为4个区。I为减径区,该区一般很短。Ⅱ为管壁压下(扩径)区,由于均整机顶头略大于来料的内径,在该区管材首先和顶头圆弧部分相接触,然后随着金属进入变形区,在顶头的圆弧部分与轧辊之间压缩管壁;到顶头的圆柱部分时虽然顶头母线和轧辊圆柱段母线相平行,但由于轧辊轴线倾斜于轧制轴线,因而顶头与轧辊间的间隙是逐渐减小的(到交叉点为止),因而在这区段内管壁仍受量压下。Ⅲ为展轧区。在该区中展轧管壁,以改善内外表面质量。Ⅳ区为管材转圆区。



龙丽金属材料有限公司生产的每一个 江苏精密光亮管在出厂的时候都经过质检员进行出厂检验,检验员必须按照 江苏精密光亮管检验的项目逐项检验,必须进行记录同时存档,质检员签字后方可发货,所以我们在售的每一个 江苏精密光亮管产品都可以放心的购买。
