


想要了解【钢管折弯】42crmo钢管切割零售现货直发产品的魅力?视频为你揭晓答案!
以下是:【钢管折弯】42crmo钢管切割零售现货直发的图文介绍


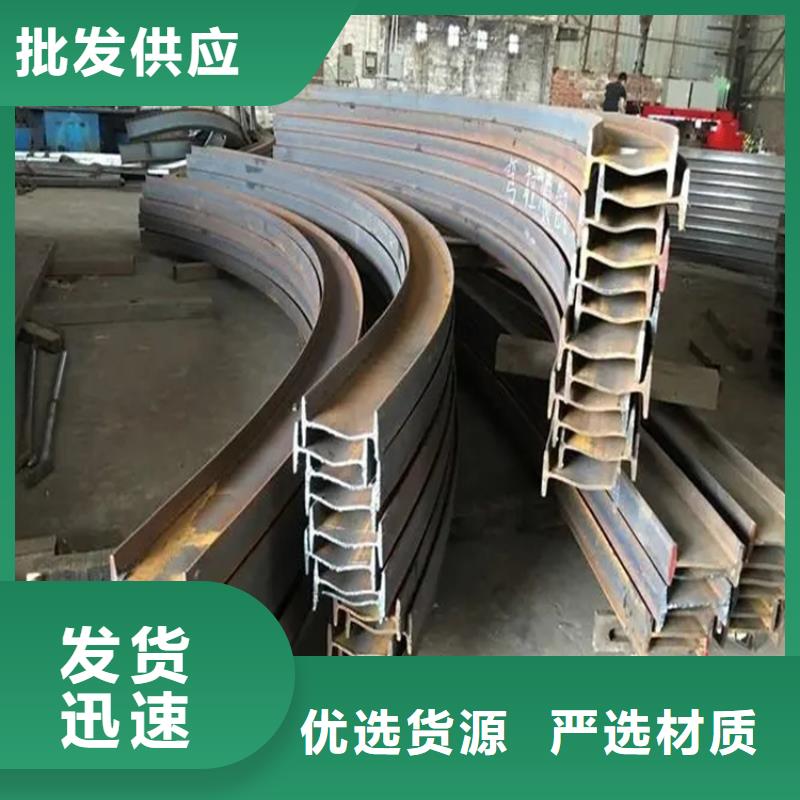
钢管折弯弯管按制造办法分为:煨制弯管、焊接弯管和冲压弯管。其中煨制弯管又可分为冷煨和热煨两种。通常除冲压弯管由工厂制造外,其他煨管均可在施工现场加工。下面就为大家引见弯管的普通学问。
煨制弯管的方式: 煨制弯管具有较好的伸缩性、耐压高、管壁润滑阻力小等优点。而加工烦琐,因而,施工现场较多采用。管道装置工程中常遇到的弯管方式有:各种角度弯头、U形管、来回弯(乙字弯)和弧形弯管等。
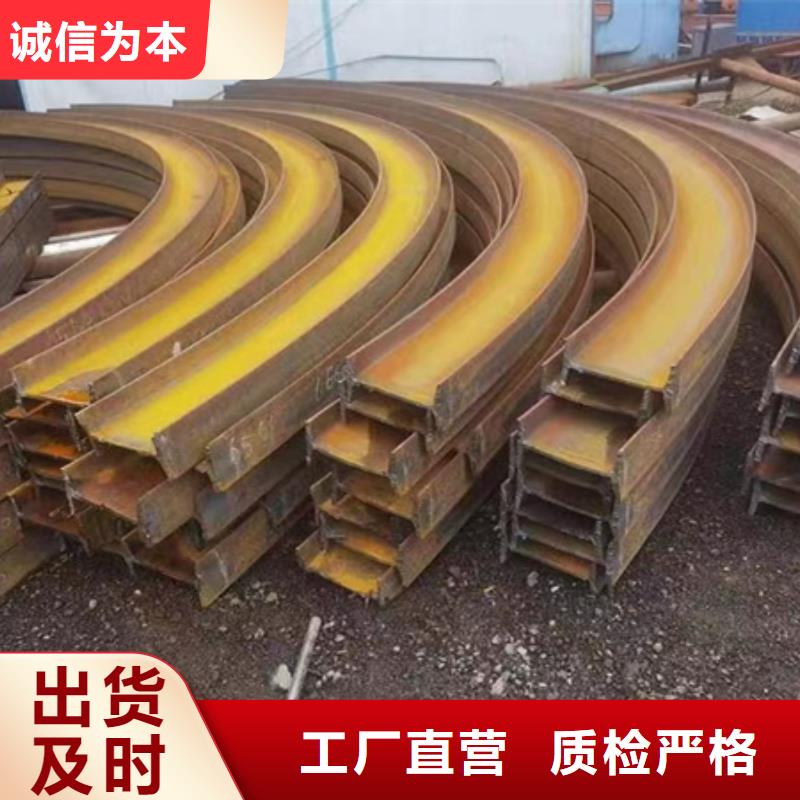
弯头:是一个具有恣意角的管件,用在管道转弯处。弯头的弯曲半径用R表示,R值小,弯曲局部较短,转弯急,阻力损失大;R值大,弯曲局部长,转弯较平滑。水流损失小。U形管管子两端中心线间的间隔H等于两倍弯曲半径R,经常用作衔接上下组成的两个管道或散热器,可替代两个弯头运用。
来回弯:带有两个弯曲角(普通为135度)的弯管。来回弯管子弯曲端中心线间的间隔称为来回弯的高度用h表示。常用于管道与不在同一平面上的衔接点衔接时,需用来回弯衔接。弧形管:是带有三个弯曲角的弯管,中间为900,侧角为135度。弧形管用于绕过其他管道,如冷热水管与卫生用具配管时,常用弧形管衔接。



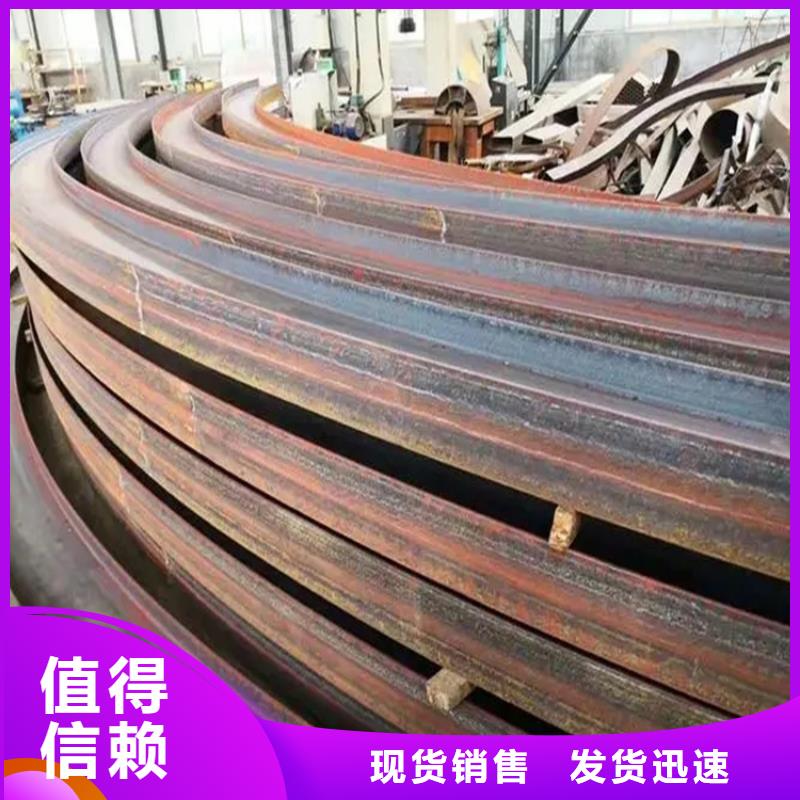
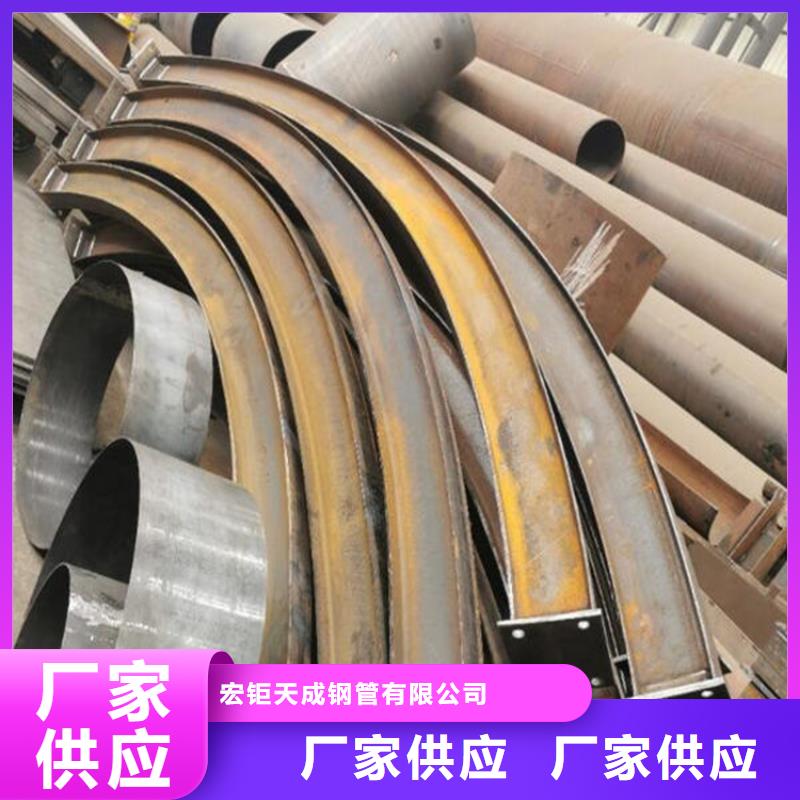
钢管折弯在弯管加工过程中会有多种办法,在必定程度上,依据其曲折成形方式可分为滚弯、压弯、推弯和绕弯,按曲折时是否运用模具可以分为模弯和无模弯;依据曲折过程中是否存在芯棒可分为有芯弯和无芯弯,依据是否加热是否可以分为冷弯和热弯。近年来,也出现了新的弯管工艺,如零半径曲折、中频感应曲折、热应力曲折和激光成形曲折等。弯管加工主要是选用三辊轮对管材进行曲折加工的办法,对弯管半径有必定的要求,在操作中非常适用于大曲率半径的厚壁管件,而对于小半径曲折则无能为力。轧制曲折办法和作业原理与中厚板轧制基本相同,但用于弯管的轧辊具有与管坯横截面形状共同的作业表面。曲折时,只有改变主辊与从辊之间的空隙,才能完成各种曲率半径的曲折。其中,滚轮是主动轮,其余两个是从动轮。这种办法特别适用于曲折环或螺旋管件。弯管需求依照有关标准和规定加工,不管弯管的高度怎么,都不答应不稳定。加工弯管的材料需求合格、变形、开裂以及曲折管架、连接器和紧固件的其他缺陷,严禁运用弯管的紧固件,不得焊接连接件。


宏钜天成钢管有限公司(江苏分公司)实行了先进的流水线作业流程,引进了多组先进的进口 无缝钢管大型生产设备。同时对 无缝钢管原材料实行择优采购,定期招标,为确保产品质量奠定了坚实的基础。我们本着:“视客户为亲友 供客户之所需”的原则,真诚为您提供服务,助力事业发展腾飞!先求做精,再求做大,是我们公司为之奋斗的目标,只有这样,才能在当今这个 无缝钢管产品日新月异的时代站住脚跟。




钢管折弯中的损耗计算公式为:b=Q/G×100式中b为成材率,%;Q为合格产品分量,吨;G为投入质料分量,吨。成材率与金属耗费系数K成倒数的联系。b=(G-W)/G×100=1/K. 式中W为出产过程中形成的金属损耗量,吨。可见影响成材率的主要因素是出产过程中产生的各种金属损耗。因而,提高成材率的途径主要是减少各种金属损耗。由于各个轧钢车间用的质料和轧制的产品不同,如有的轧钢车间以钢锭为质料通过中心开坯,轧制成材;有的车间以钢锭为质料直接轧制成材;有的车间以钢坯为质料轧制成材;还有少量车间则是以钢材为质料加工成各种成品钢材的,所以用一种成品率计算方法。难以表示和比较出产过程中金属收得情况,难以反映车间之间在出产技术水平和管理水平上的差异。因而,在成材率的计算上就有不同的方法,如锭一材成材率、锭一坯成坯率、外来坯一材成材率等,各轧钢车间要根据具体情况计算。


