
一部视频,让您轻松掌握镀锌槽钢,高频焊接H型钢厂家直营产品的核心优势。赶紧观看,开启您的产品体验之旅。
以下是:镀锌槽钢,高频焊接H型钢厂家直营的图文介绍
合作共赢 厂家自营
我们用实力和品质说话
湖北T2纯铜条
湖北T2纯铜条的详细介绍
品质优良 质优价廉

使用、维护及保养技术的现场培训以保证货物的良好运行。产品说明书、合格及技术资料;中标供应商必须确保提供的产品应是原厂、原装、全新产品,各项技术参数指标应达到该标准或行业标准以及投标文件的承诺,中标供应商应严格履行服务承诺,若产品出现质量技术等问题,应更换合格的产品,并承担由此引起的延长交付使用的经济责任。a.本次采购货物的保修期为项目竣工验收合格后24个月或以上(或厂家对货物或配件另有约定更长免费保修期限的从其约定),在免费保修期内如出现故障中标供应商应免费提供咨询、维修服务,包括免费更换零部件。保修期内,同一产品、同一质量问题连续两次维修仍无常使用,中标供应商必须予以更换新的设备。b.中标供应商保证所提供的货物如发生故障。

PRODUCT DETAILS
产品细节
PRODUCT DETAILS

01
真材实料REALMATERIALS
精心选择优质材料制作而成,湖北T2纯铜条规格多样可选,满足您的各种需求。

02
价格优势PriceAdvantage
厂家经验丰富,直接供货,湖北T2纯铜条无二次销售环节,质量放心。

03
成熟工艺成熟工艺MatureTechnology
支持定做,十余年经验,湖北T2纯铜条质量保障,出厂经过严格的质检。
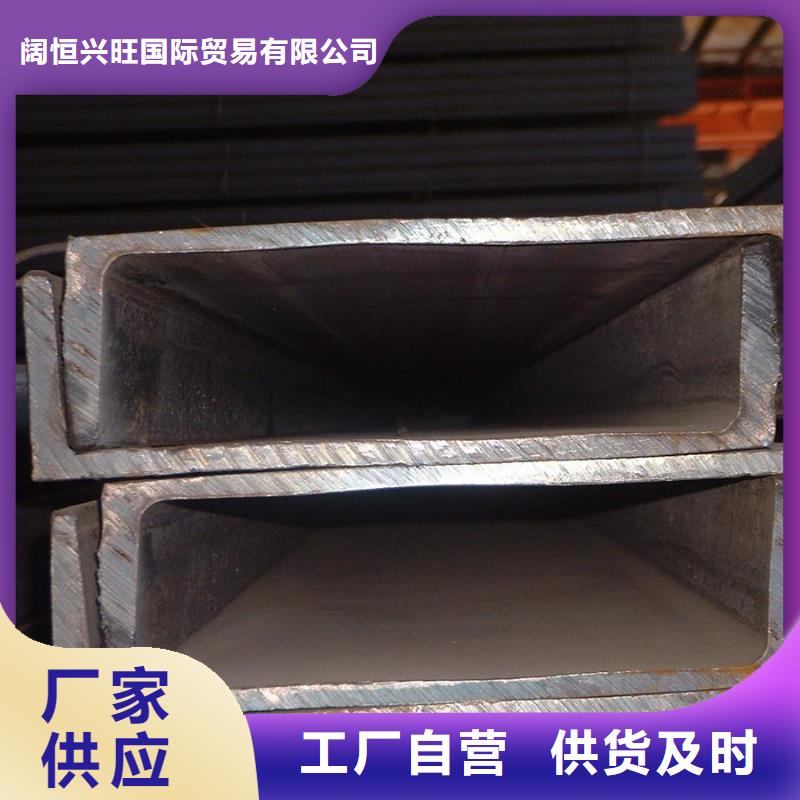
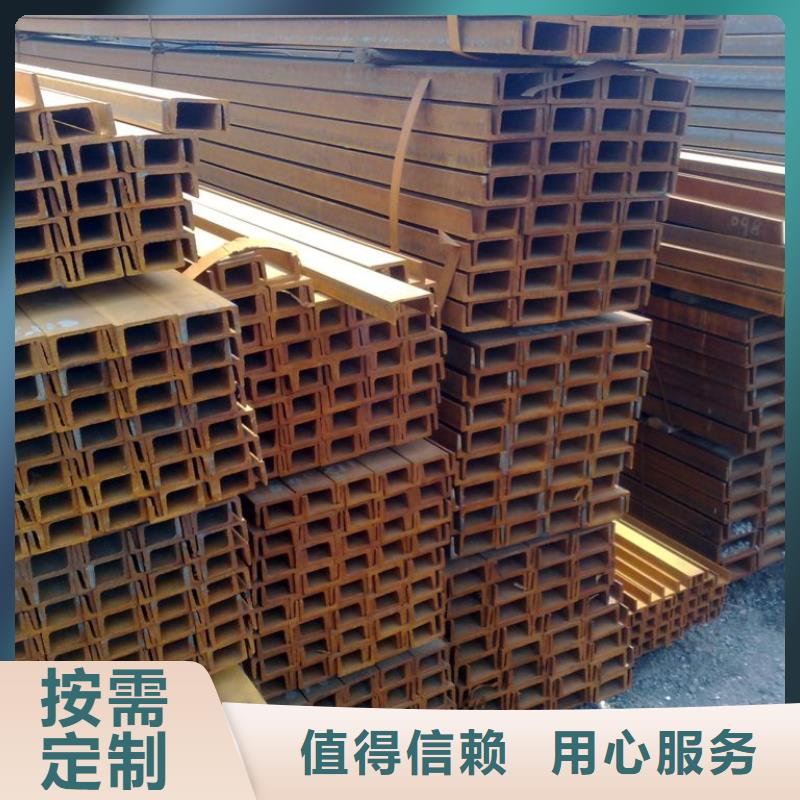
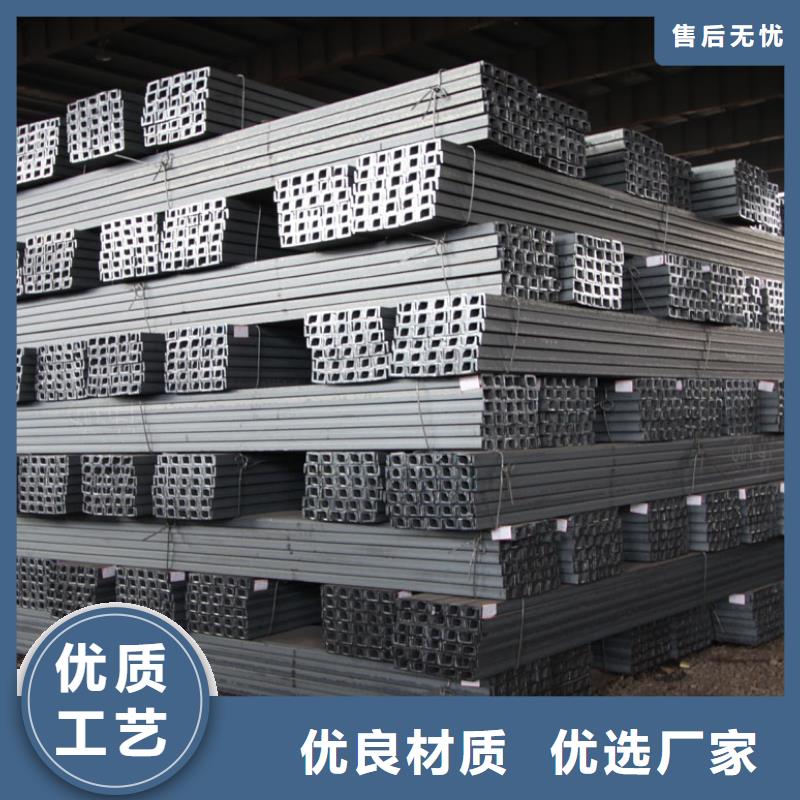
PRODUCT PHOTOGRAPH
产品实拍
PRODUCT PHOTOGRAPH






COMPANY PROFILE
公司介绍
COMPANY PROFILE

①接受您的咨询,根据您的需求,确定合适的 湖北T2纯铜条;
②为您提供 湖北T2纯铜条设计、工艺流程设计;
③适合您的 湖北T2纯铜条选购方案;
④根据您的特殊需求,设计 湖北T2纯铜条产品;