


想了解复合耐磨钢板65mn钢板让客户买的放心产品的更多信息?一部视频,让你轻松get到所有重点!
以下是:复合耐磨钢板65mn钢板让客户买的放心的图文介绍

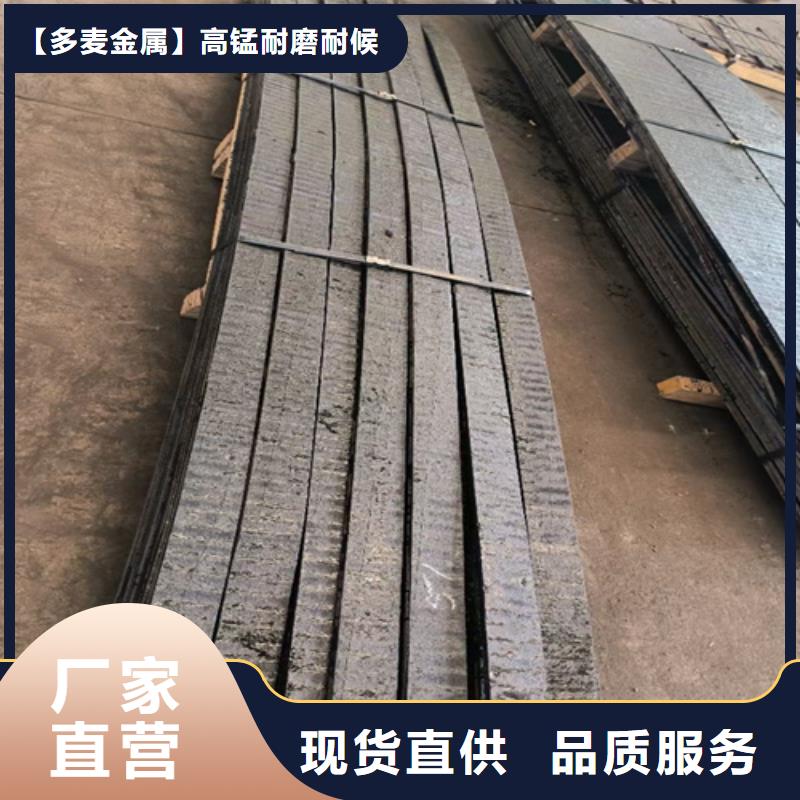
根据堆焊层工作条件,首先是硬度的要求,同时参考母材板厚、湖北本地堆焊高度及堆焊效率来选择工艺参数。经过反复试验,确定了采用明弧堆焊焊丝在不同板厚和不同焊层厚度的佳工艺参数,如在8mm的Q235钢板上堆焊4mm时,其佳工艺参数如下:焊丝直径2.8mm,焊接电流300A,焊接电压30V,焊接速度120mm/min,焊枪摆幅40mm;焊丝直径3.2mm,焊接电流320A,焊接电压32V,焊接速度12mm/min,焊枪摆幅40mm。由于焊机(或焊丝直径)的不同,基材及堆焊层厚度的不同,其佳焊接参数和规范也会有较大的差异。复合耐磨钢板


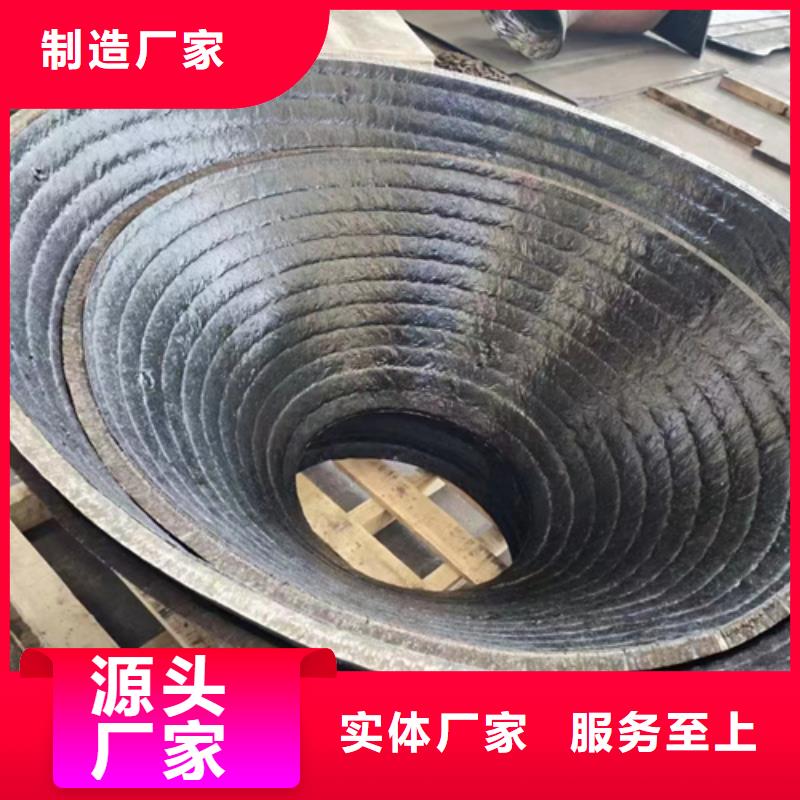
常用碳化铬耐磨钢板焊材碳化铬复合耐磨钢板焊接材料按其复合结构分为基层,过渡层,耐磨层和耐磨层补焊分别采用特种焊接材料进行焊接。特别注意的是焊条在使用前必须经 300℃下1h 的烘焙, 然后在约 100℃下保存。在使用过程中焊条置于保温筒中, 并随用随取。焊条从烘焙箱里取出超过 4h,如果没有用完应重新烘焙。对基本和耐磨层之间的过渡层,在施焊时每侧至少一层焊肉。而对于基层,至焊满,且余高小于 2.5mm.。耐磨层为至少焊两层,且余高不大于 1mm。耐磨层侧完成施焊后,其焊缝一般会出现应力裂纹,如果应力裂纹没有暴露出基层,不需作任何处理。如果应力裂纹暴露出基层,则应该采用耐磨焊条进行补焊处理。焊接作业须在室内场地或有遮风避雨的措施户外作业场地进行,应对焊接作业区域提供适当的防风遮蔽和防护措施。根据信铬钢的特性,在与法兰连接时,仍需采用特殊施工工艺。管件伸入法兰内圆,且法兰内圆开大坡口,基板与法兰采用普通焊条连接,焊缝堆至于管体平齐, 然后采用信铬钢耐磨焊条将基板与耐磨层堆焊,焊缝厚度为10mm, 这样特殊的制作工艺增加了许多施工量,但只有这种工艺才能完全保护基板在使用中,不会出现耐磨层未被磨损完全前基层就开始发生磨损,从而造成信铬钢失去其耐磨功能。复合耐磨钢板



随着汽车、湖北本地电力、湖北本地冶金、湖北本地电子等高科技产业国产化投资力度加大, 对节省资源、湖北本地节约能源的要求越来越高, 对耐磨复合材料的需求也不断增加。伴随着新技术、湖北本地新材料、湖北本地新工艺、湖北本地新装备的不断涌现, 复杂规格、湖北本地长寿命、湖北本地易回收的耐磨复合板及连续化、湖北本地低成本、湖北本地短流程的高性能制备技术是今后主要的技术发展方向, 新型耐磨复合材料必将在工业各个领域得到更广泛的应用。由于固-液复合成型速度快、湖北本地冶金结合强度高, 且节能减耗、湖北本地效率高、湖北本地成本低, 能够实现连续化的工业制作, 因此该工艺具有很好的发展和应用前景。复合耐磨钢板


导向板正常工作时的工作类型为轻载低速,其润滑主要是通过润滑装置中流出的液压油为其接触面进行润滑,但是润滑为边界润滑甚至干摩擦;同时由于工作环境的影响,导致其摩擦过程中有大量的磨粒存在于接触界面间;同时导向板材料的硬度与钻架主体材料的硬度相差很大,后者为前者的1.7倍。通过对钻箱的运动分析,看到导向板工作时受力不均匀,在竖直方向上,导向板从中部到下边缘的载荷从零均匀增加到大值r1,这是导致导向板失效的重要原因之一;同时经过分析其磨损表面出现的磨粒磨损是导致导向板失效的另一个重要原因。根据以上的分析发现影响现在钻架寿命的主要原因是导向板的材料,现有导向板材料的太低,建议更换现有导向板的材料,从而延长钻架的工作寿命,同时提高整机的开机时间,加快巷道的锚杆支护速度。复合耐磨钢板


【多麦金属】高锰耐磨耐候钢板生产厂家设备先进技术力量雄厚,公司本着平等互惠、诚信守约的原则、科学的质量管理体系。公司坚持以市场为导向,牢记“品质保证、信誉至上、价格优惠、服务至上”的经营理念。通过努力,已为各类客户提供了高质量的 Mn13耐磨板产品和完善服务,使公司保持了稳健的发展势头。朝着“立足全国,面向世界”的发展目标不断迈进!公司营销部设在经济技术开发区创业大厦B塔310,竭诚欢迎广大新老客户来电莅临指导,洽谈业务。


