



以下是珩磨管缸筒多种规格可选的现场实拍视频,让您更好地了解产品的优点和特点不容错过。
以下是:珩磨管缸筒多种规格可选的图文介绍

安达液压机械有限公司坐落于辽河路燕山路交叉口南500米东首,交通便利、欢迎新老客户光临来访;主营 安徽阜阳油缸管。质量保证是企业品牌建立之根本。优化产品质量是持续前进之目标。永远不忽视产品品质链中的任何环节。在企业的软硬件环境中体现出严格的质量水准,培养工作人员的认真、严谨、细致的工作习惯。以客户的z u i大满意为永恒目标。追求卓越: 追求卓越,不断创新是企业生存发展之前提。产品创新、技术创新、管理创新。坚持追求卓越的经营理念,不断开发新产品和服务,以保持公司的竞争力,满足客户不断增长的需要。诚信服务: 坚持诚实服务为立业之本。坚持诚实经营,秉承客户至上的经营理念,以客户为中心提供完善快捷的售后服务,满足客户的真正需要并和客户建立长期的、相互尊重、相互合作的关系,求真务实。


华尔网珩磨管油缸管绗磨管选择合适的珩磨管淬火冷却方法 一般说,珩磨管淬火裂纹产生在珩磨管淬火硬化部分。为了实现珩磨管淬火硬化,必须从奥氏体化温度以大于临界冷却速度进行急冷。热应力和相变应力之和是正值(拉应力)还是负值(压应力),决定了珩磨管淬火裂纹是否发生。为正值易裂,为负值则不易裂。为了防止淬裂,应充分有效地利用热应力,减少相变应力。冷却速度与淬裂的关系(1)预冷珩磨管淬火:把工件自奥氏体化温度取出,先行在空气中预冷一段时间,使各部分温差减小,或在技术条件允许的情况下,令其薄的截面处或棱角处产生部分非马氏体组织,然后再进行全部珩磨管淬火。(2)双液珩磨管淬火:双液珩磨管淬火从单纯防止珩磨管淬火裂纹的观点出发,关键是第二级珩磨管淬火介质的缓冷作用。先强冷后弱冷,如水-油、水-空、油-空气等。珩磨管



华尔网珩磨管油缸管绗磨管设计者应根据零部件的工作条件和性能要求,合理地制定热处理技术条件。只要能满足工作要求,应尽量减少珩磨管淬火硬化的程度和部位,不必盲目追求高硬度和整体珩磨管淬火,而以局部硬化、表面硬化代替整体硬化,从而减少珩磨管淬火裂纹。选择珩磨管淬火介质珩磨管淬火介质有固体、液体和气体3种状态的多种物质。选择珩磨管淬火介质要考虑如下因素:(1)珩磨管淬火介质的冷却能力;(2)对畸变开裂的影响;(3)经济性、耐久性;(4)可靠性等。 理想珩磨管淬火介质的冷却曲线下图所示。该介质在过冷奥氏体分解快的温度下,具有强的冷却能力,而在接近马氏体点(Ms)时冷却能力又变得较为缓和,这样就保证了硬化要求,并减小了珩磨管淬火应力,防止珩磨管淬火畸变开裂。各种钢材的过冷奥氏体的稳定性不同,实际工件的尺寸不同,应选择不同的珩磨管淬火介质。尽管目前的珩磨管淬火介质种类繁多,然而能同时适应各种钢材和不同尺寸工件的珩磨管淬火剂是不存在的,只能根据具体情况尽量合理地选用,并与各种珩磨管淬火冷却方式相配合。滚压管


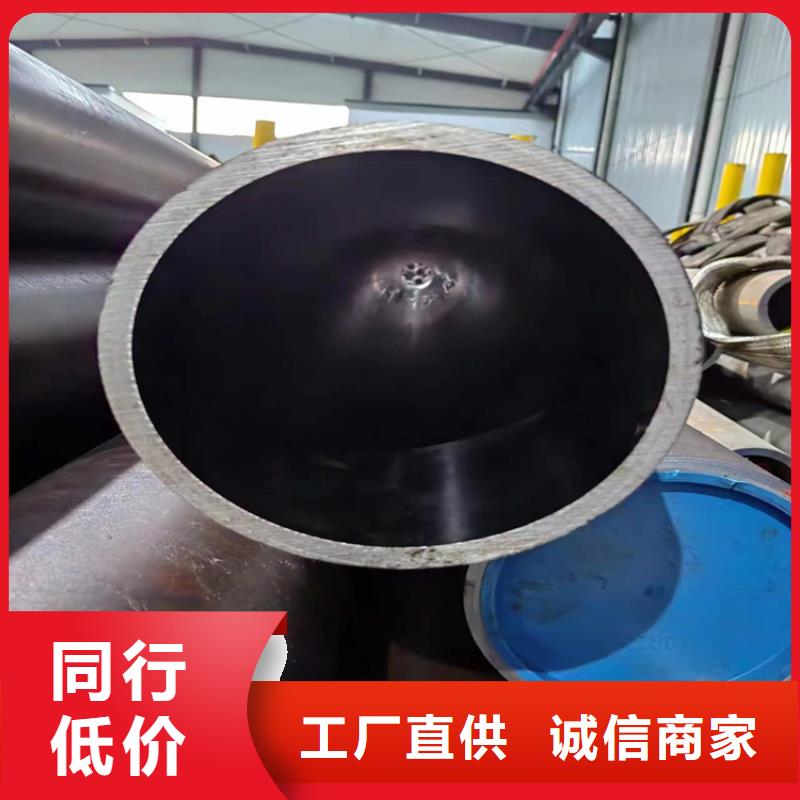
华尔网企业旺旺珩磨管绗磨管油缸管珩磨管所用的焊条、焊剂应与所焊管材相匹配,其牌号必须有明确的依据资料,有产品合格证,且在有效使用期内。焊条、焊剂在使用前应按其产品说明书规定烘干,并在使用过程中保持干燥,在当天使用。焊条药皮应无脱落和显著裂纹。珩磨管珩磨加工后表面质量好,有利于润滑油的存储及油膜的保持,有较高的表面支承率,因而能承受较大载荷,耐磨损,从而提高了产品的使用寿命;加工范围广,主要加工各种圆柱形孔,用专用珩磨头,还可加工圆锥孔、椭圆孔等。

