

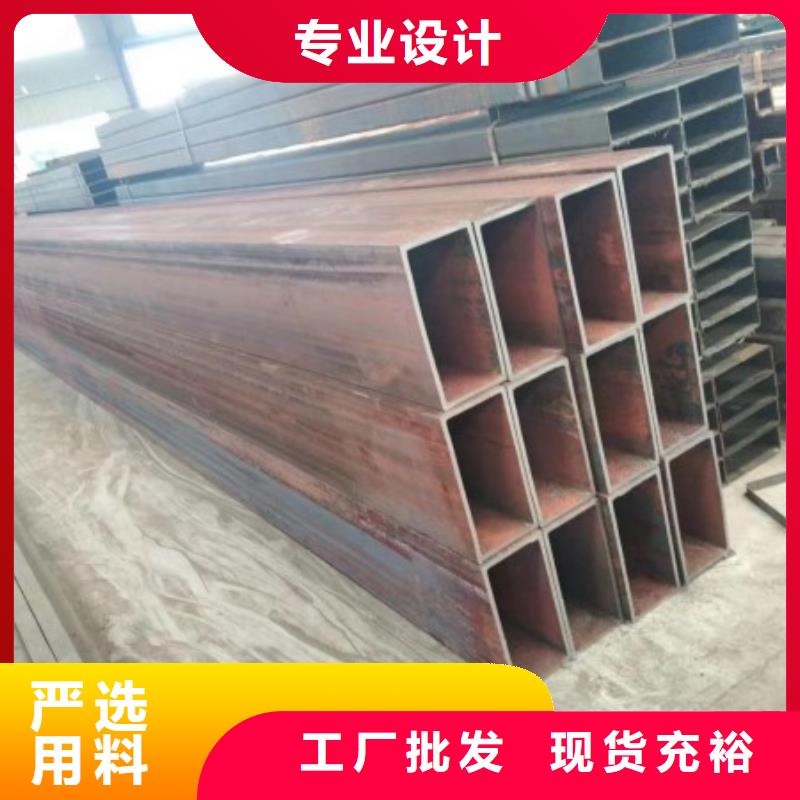
想要一睹方矩管,冷拉扁钢追求品质产品的风采吗?别犹豫,我们的视频将带您领略产品的每一个精彩瞬间,从细节中感受品质,从画面中捕捉魅力。
以下是:方矩管,冷拉扁钢追求品质的图文介绍


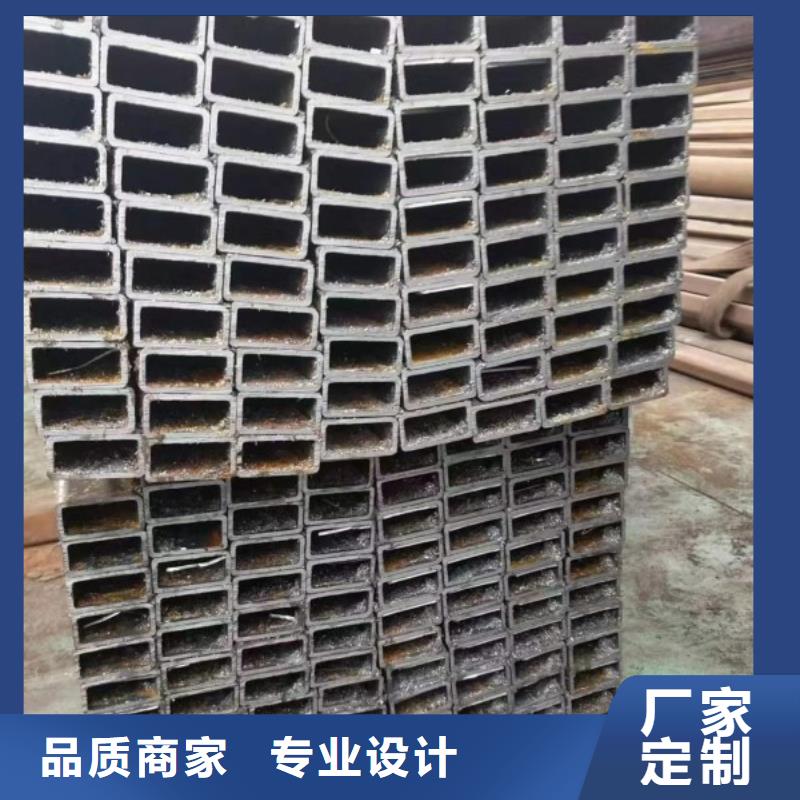
辽宁阜新方矩管钢结构的焊接变形,主要是焊接应力较大,大于结构的承受能力后,导致结构扭曲,以缓解较大的焊接应力。。
1、采取较小的焊接参数,小规范焊接,即电流要点,速度慢一点等
2、先进行点固焊,把整个结构全部焊接成形,以增加结构强度
3、每条焊缝,尤其是长焊缝,都不要一次性焊接完成,间断分部完成。
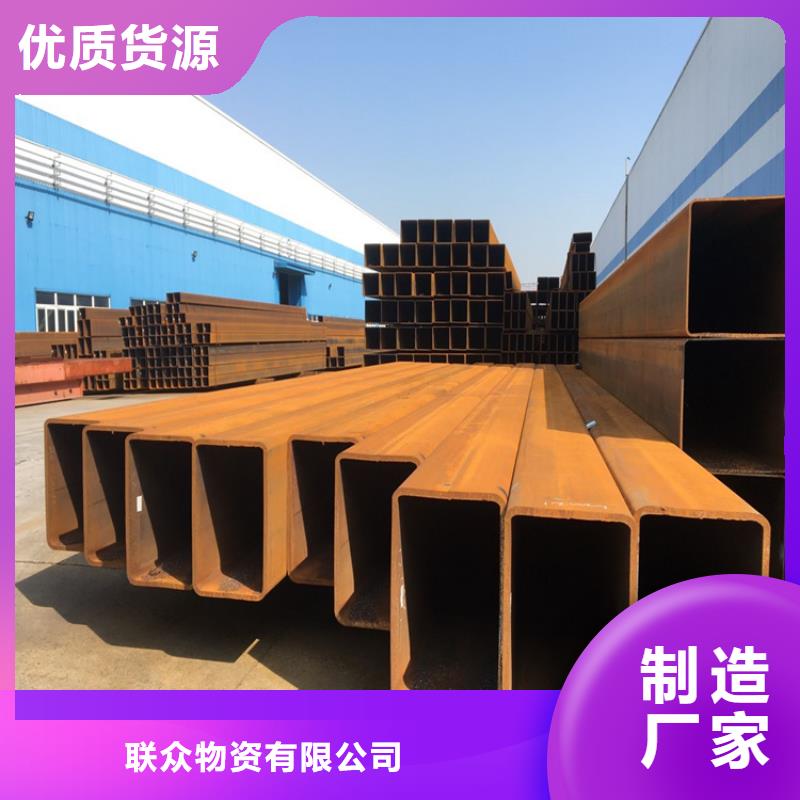
辽宁阜新方矩管焊接焊接变形主要是焊缝收缩力大于母材强度造成的。
1:采取较小的焊接线能量,(焊接线能量与电流大小成正比,而与焊接速度成反),即:用较小焊接电流、较快的焊速。
2:只有单面一条焊缝的,采用从中部开始分段退焊,即:第二段焊缝收弧在段起弧处。



联众物资有限公司是一家以 辽宁阜新扁钢、冷拔方钢、冷拉方钢、冷拉扁钢设计、加工、安装为一体的实业公司,自公司成立以来一直遵循“追求、创造”的经营理念,承“信誉至上”的服务宗旨,坚持“质量与公司共存、信誉与客户同在”的质量方针.以雄厚的经济实力为基础、不断的开拓创新、积j i进取,从而赢得了较高的市场占有率,得到了广大客户的一致认可与好评迅速成为了行业中的佼佼者.目前公司的 辽宁阜新扁钢、冷拔方钢、冷拉方钢、冷拉扁钢业务正蒸蒸日上、稳健发展,我们将一如既往的为广大客户提供优良的 辽宁阜新扁钢、冷拔方钢、冷拉方钢、冷拉扁钢产品和的售后服务,携各界同仁之手为 辽宁阜新扁钢、冷拔方钢、冷拉方钢、冷拉扁钢行业的欣荣、国民经济的富强而斗!


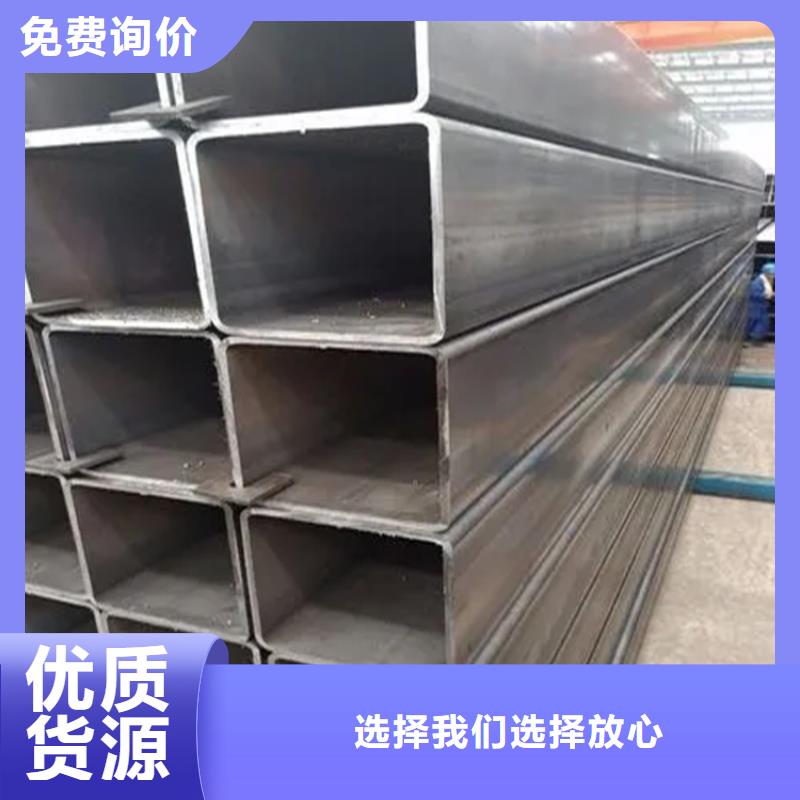
辽宁阜新方矩管焊接顺序减少变形矩形,焊接顺序应该按照以下原则:先从中间向两边对称分层分段焊接,这样有利于应力扩散和释放,避免了在焊接生产复杂的应力,通过摆动焊接,焊接在开始形成的狭窄区内的塑性变形只发生一次,因为连续的摆动焊接和热量的输入,使加热面积过大,压缩塑性变形引起的面积大,所以焊接的收缩变形较大,辽宁阜新方矩管分层分段焊接的时候,因为每一节都是很小的,热量也很小,每一层又分为若干段,所以每一焊的跳焊,基本上都是在冷板温度场上重建的,每次在狭窄的塑性变形去相应的分层直焊接纵向收缩率小,而不是通过连续时间的填充摆动使焊接变形小。



辽宁阜新方矩管在建筑、钢铁建设、农业和化学机械、玻璃幕墙、机场、太阳能发电支架、电厂、电力工程、汽车底盘、锅炉制造、房屋建设等方面都做出了贡献。
它的主要技术指标有
1.直径:6-150毫米、壁厚0.3-0.4毫米、长度5-10米。
2.表面光滑,不许有折叠、裂缝、分层、搭焊。
3.允许焊缝处厚度增厚和内缝焊筋存在。
4.做机械性能实验和压扁实验以及扩口实验。
5.辽宁阜新方矩管内压力实验,压力为2.5mpa,保持一分钟不漏。
6.方管两端应平头倒角,打印标记,成品管用六角形捆扎包装后出厂。

